自動車部品ダイカスト は、自動車製造におけるアルミニウム合金高圧鋳造技術の中核的な応用例を表しています。精密な金型を介して、溶融アルミニウムが高圧下で急速に充填および成形され、複雑で寸法精度が高く、表面が滑らかなハウジングおよび構造コンポーネントが 1 回の操作で製造されます。従来の鋼鉄溶接アセンブリと比較して、アルミニウム ダイカストは 40% ~ 60% の軽量化を実現し、エンジン ブロック、ギアボックス ハウジング、LED 街路灯ヒートシンク、新エネルギー自動車のモーター ハウジング、バルブ ボディなどの重要なコンポーネントの主要な製造プロセスとしての地位を確立しています。 IATF16949認定のダイカストメーカーであるNingbo Jieda Molding & Machine Co., Ltdは、1600Tから200Tまでの一連のLijin自動ダイカストマシンと80セットを超える精密CNC加工機を運用し、金型の設計から完成品の納品までクローズドループ管理を実施しています。
アルミニウム ダイカスト技術は、材料性能、成形効率、コスト管理にわたる総合的な利点により、自動車業界を支配しています。アルミニウム合金の密度はわずか 2.7g/cm3 で、鋼鉄の 3 分の 1 以下であり、ギアボックス ハウジングやモーター エンド カバーなどの薄肉構造部品の大幅な軽量化が可能になります。高圧鋳造は、通常 30 ~ 90 秒の単体生産サイクルで 30 ~ 60 m/s の充填速度を達成するため、大量の自動製造に最適です。ダイカストは寸法精度CT6~CT8、表面粗さRa3.2~6.3を実現しており、取り代が最小限で済み、高い材料利用率が得られます。
| 比較係数 | アルミダイカスト | 伝統的な砂型鋳造 | 鋼のプレス加工と溶接 |
| 単一部品の重量 | 40%から60%削減 | 同様の | ベースライン |
| 最小肉厚 | 2.0mmでも実現可能 | 通常は4mm以上 | スタンピング制約による制限 |
| 寸法精度 | CT6~CT8 | CT10~CT12 | 溶接変形制御による |
| 生産サイクルタイム | 1部位あたり30~90秒 | 1 つの金型につき数時間 | 複数のプロセスの蓄積 |
| 表面粗さ | Ra3.2~6.3 | Ra12.5~25 | Ra6.3~12.5 |
表のデータは、アルミニウム ダイカストが薄肉、高精度、迅速な成形においてかけがえのない利点を持っていることを示しています。新エネルギー自動車のモーターハウジングを例にとると、アルミニウムダイカストでは肉厚を2.5mm以内に制御でき、鋳鉄ソリューションと比較して全体の重量を約45%削減できます。統合されたダイカストプロセスにより、溶接に伴うシールのリスクが排除され、金型内に冷却水路を直接形成できるため、モーターの放熱効率が向上します。
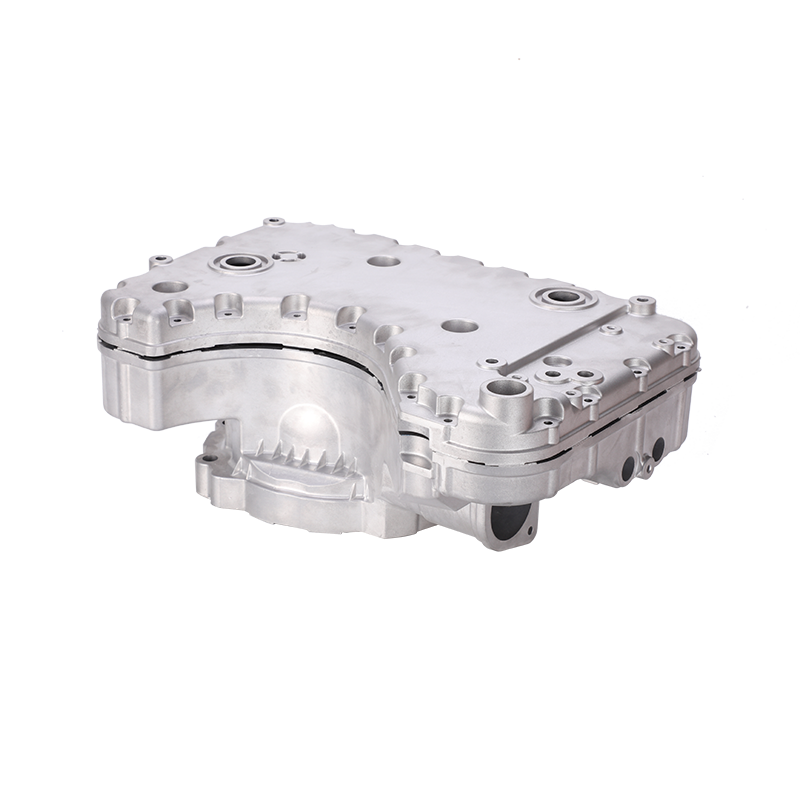
自動車部品のダイカスト用途は現在、パワートレイン システム、トランスミッション システム、シャーシ システム、ボディ構造の 4 つの主要分野をカバーしています。エンジン システムでは、アルミ ダイカストのピストン、シリンダー ヘッド カバー、インテーク マニホールドが往復質量を効果的に低減し、燃費を向上させます。トランスミッション用途では、ダイカストアルミニウムで作られたギアボックスハウジングはアセンブリの重量を軽減するだけでなく、優れた熱伝導性を利用してギアオイルの冷却を促進し、潤滑剤の交換間隔を延長します。
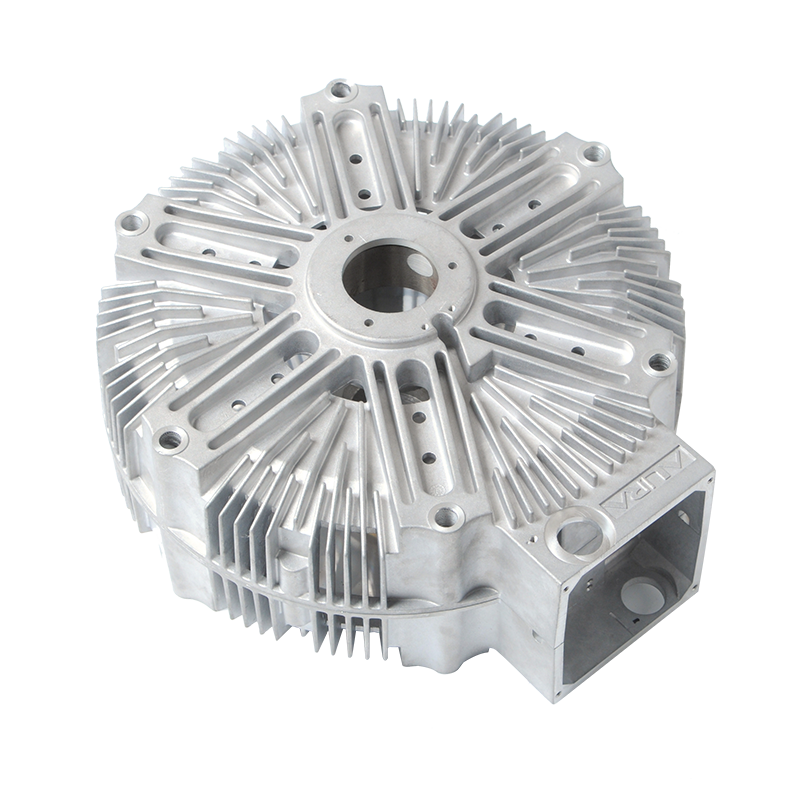
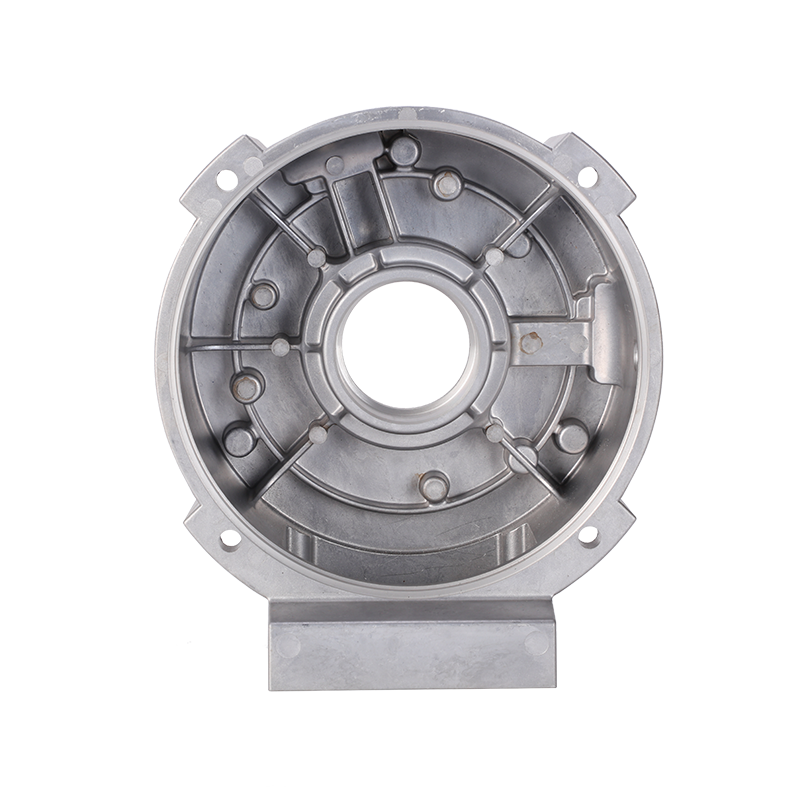
新エネルギー自動車の急速な発展により、ダイカスト技術に新たな成長の機会が開かれました。モーターハウジング、バッテリーパックのエンドプレート、コントローラーエンクロージャーには主にアルミダイカストソリューションが採用されています。たとえば、モーターのハウジングには、内部に統合された冷却水路と取り付け用ショルダーが必要であり、高度なシール要求を伴う複雑な構造を特徴としています。ダイカストにより水路プロファイルのワンショット形成が可能になり、機械加工作業と漏れのリスクが軽減されます。さらに、LED 街路灯ヒートシンクや空気圧バルブボディなどの業界を超えたアプリケーションでは、自動車用ダイカストの成熟した専門知識が活用され、アルミニウムの高い熱伝導率を利用して効率的な熱放散が実現されています。
| 申請システム | 代表的なダイカスト部品 | 材質グレード | コアパフォーマンス要件 |
| エンジンシステム | ピストン、シリンダーヘッドカバー、オイルパン | A380、ADC12 | 高温強度、耐摩耗性 |
| 伝送システム | ギアボックスハウジング、クラッチハウジング | A380、AlSi10MnMg | 剛性、シール性、熱伝導性 |
| 新エネルギーパワートレイン | モーターハウジング、バッテリーエンドプレート | AlSi10MnMg、A365 | 熱伝導率、EMIシールド、気密性 |
| シャーシシステム | ステアリングナックル、コントロールアームブラケット | A356、AlSi7Mg | 疲労強度、衝撃靱性 |
| 体の構造 | Aピラージョイント、ショックタワー | AlSi10MnMg | 衝突エネルギー吸収性、接続信頼性 |
特に、統合ダイカスト技術の進歩により、テスラ モデル Y のリア フロア アセンブリや同様の超大型構造コンポーネントを 1 回の鋳造作業で形成できるようになりました。このアプローチでは、70 を超える個別のプレス加工および溶接部品が 1 つのダイカストに統合され、サプライ チェーンと組立プロセスが大幅に簡素化されます。この傾向は、ダイカスト技術が単一部品の製造から大規模な一体構造部品へと進化していることを示しています。
高品質の自動車部品のダイカストは、金型設計、鋳造パラメータ、後処理作業間の体系的な調整に依存します。金型の設計段階では、ゲートの位置、通気チャネル、冷却回路のレイアウトが充填の完全性と内部気孔率を直接決定します。統合された CAD/CAE/CAM 設計プラットフォームにより、アルミニウムの流れ、凝固収縮、熱応力分布の仮想シミュレーションが可能になり、ガス閉じ込め、コールドシャット、高温割れなどの欠陥リスクを早期に特定できます。
ダイカストパラメータの精密制御も同様に重要です。 1600 トンクラスの自動ダイカストマシンの一般的なプロセスウィンドウには、溶融アルミニウム温度 680 ~ 720°C、金型温度 180 ~ 240°C、射出圧力 60 ~ 100MPa が含まれており、部品の肉厚に応じて正確に設定された高速スイッチング位置が含まれます。アルミニウムの温度が過剰になると、酸化物の混入やダイはんだ付けの傾向が増加しますが、金型温度が不十分な場合は、コールド シャットや表面フロー マークが発生します。その結果、金型温度ユニットとダイカストマシンの間の調整された制御が、バッチの一貫性の基礎を形成します。
後処理には、ゲート除去、熱処理、精密加工、表面仕上げが含まれます。 T6 熱処理により、A356 材料の引張強度は鋳放し状態の約 180MPa から 310MPa 以上に大幅に向上します。ギアボックスのハウジングやバルブ本体などの密封が重要なコンポーネントの場合は、1×10⁻⁵Pa・m³/s レベルの微小リークを特定できるヘリウム質量分析リーク検出器を使用した 100% リークテストが必須です。
自動車の大型構造部品ではアルミニウム合金が主流を占めていますが、亜鉛ダイカストは小型精密部品において独自の価値を維持しています。亜鉛合金の融点は約 420°C で、アルミニウム合金よりも大幅に低いため、金型への熱負荷が軽減され、金型の寿命が 500,000 ~ 1,000,000 サイクルに達します (アルミニウム ダイカスト金型の大規模なオーバーホール前の 100,000 ~ 200,000 サイクルと比較して)。亜鉛ダイカストはCT4~CT5レベルの高い寸法精度を実現しており、その表面は直接装飾クロムめっきに適しており、自動車のドアロック機構や装飾エンブレム、小ロット高付加価値用途の精密コネクタなどに一般的に使用されています。
ただし、亜鉛合金の密度は 6.7g/cm3 であり、アルミニウムの約 2.5 倍であるため、軽量化が求められる自動車の一次構造への用途は限られています。したがって、ダイカストメーカーは通常、部品の寸法、重量目標、機能要件に基づいて、アルミニウムと亜鉛のどちらかの材料選択を決定します。大型のハウジングや構造部品ではアルミニウム合金が優先され、小型の精密トランスミッション部品や装飾部品では亜鉛ダイカスト金型ソリューションを検討する場合があります。
自動車部品ダイカストサプライヤーを選択する際には、品質システム、設備能力、技術チームの 3 つの側面から評価することをお勧めします。まず、IATF16949 認証は自動車サプライ チェーンへの参入基準として機能し、サプライヤーに設計開発、生産、サービス プロセス全体にわたるリスク管理の導入を義務付けます。第二に、ダイカストマシンの型締力のトン数によって、生産可能な部品の最大投影面積が決まります。 1600 トンクラスの装置はほとんどのギアボックス ハウジングとモーター ハウジングをカバーしますが、超大型の統合構造コンポーネントには 6000 トンを超える機械が必要です。
社内の金型設計能力は、もう 1 つの重要な指標を表します。 80台を超えるCNCマシニングセンター、放電加工機、ワイヤーカット装置を備えたメーカーは、金型の設計、加工、組立、試作の全プロセスを現場で完了できるため、新製品の開発サイクルが短縮されます。さらに、分光計、X 線検査システム、三次元測定機を備えた実験室構成により、原材料の受領から完成品の出荷までの完全なデータのトレーサビリティが保証されます。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード