新エネルギー車(NEV)製造分野では、 高圧アルミダイカスト(HPDC) バッテリー パック エンクロージャ、モーター ハウジング、パワー コントロール ユニット (PCU) ハウジング、および構造コンポーネントの好ましい成形プロセスとなっています。 ADC12、A380、または A356 アルミニウム合金を原材料として使用するこのプロセスにより、複雑な形状、統合された冷却チャネル、および精密なアセンブリ インターフェイスが 1 回の成形サイクルで可能になります。世界の自動車部品ダイカスト市場は、今後も成長が見込まれています。 2025年に550億ドル に 2034年までに900億ドル (CAGR 5.5%)、アルミニウム合金が優れた 70% 材料のシェアと輸送アプリケーションが占める割合 56.6% 需要の。アルミダイカスト部品を使用したNEVは、バッテリーパックの重量を約1.5kg削減できます。 20% 、エネルギー効率と航続距離を大幅に向上させながら、ライフサイクルコストで圧倒的なメリットをもたらします。
コア材料 NEVダイカスト部品 典型的には ADC12(JIS規格) 、 A380(ASTM規格) 、 or A356(ASTM規格) アルミニウム合金。これら 3 つの合金は、組成、機械的特性、熱伝導率に大きな違いがあり、バッテリー パックの構造強度、放熱効率、耐食性に直接影響します。
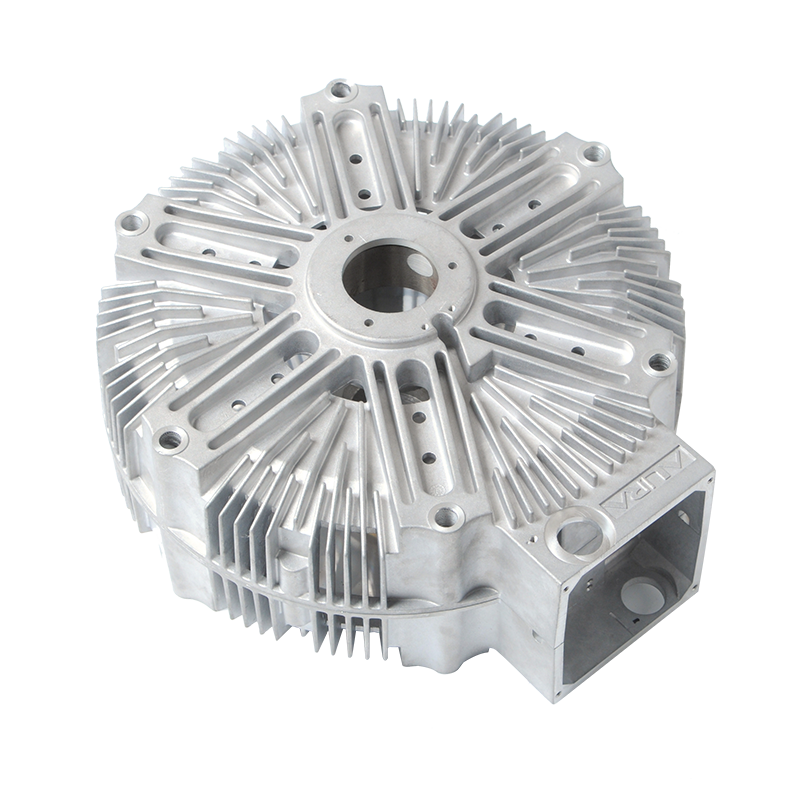
ADC12 はシリコン含有量が高いのが特徴です。 9.6%~12% および銅含有量 1.5%~3.5% 、 delivering exceptional fluidity and thin-wall filling capability ideal for manufacturing precision heat-dissipation fins and complex housings with wall thicknesses as low as 1.0~1.2mm 。その代表的な引張強さは次のとおりです。 150~200MPa 熱伝導率が 130~150W/m・K 。 A380 はより高い銅含有量 (3.0% ~ 4.0%) を提供し、次の引張強度を達成します。 210~250MPa 硬度が高く(60 ~ 80 HB)、高荷重の構造部品に適しています。 A356 (AlSi7Mg0.3) はマグネシウム含有量により強化されており、優れた鋳造性と耐食性を備え、熱伝導率は 120~160W/m・K 、 making it the preferred choice for battery pack trays and structural safety components.
| パフォーマンス指標 | ADC12 | A380 | A356 |
|---|---|---|---|
| ケイ素含有量(Si) | 9.6% – 12% | 7.5% – 9.5% | 6.5% – 7.5% |
| 銅含有量(Cu) | 1.5% – 3.5% | 3.0% ~ 4.0% | ≤0.20% |
| 引張強さ(MPa) | 150 – 200 | 210~250 | 220~280(T6) |
| 熱伝導率(W/m・K) | 130 – 150 | 96 | 120 – 160 |
| 代表的な用途 | モーターハウジング、PCUハウジング | 高荷重構造部品 | バッテリートレイ、構造部品 |
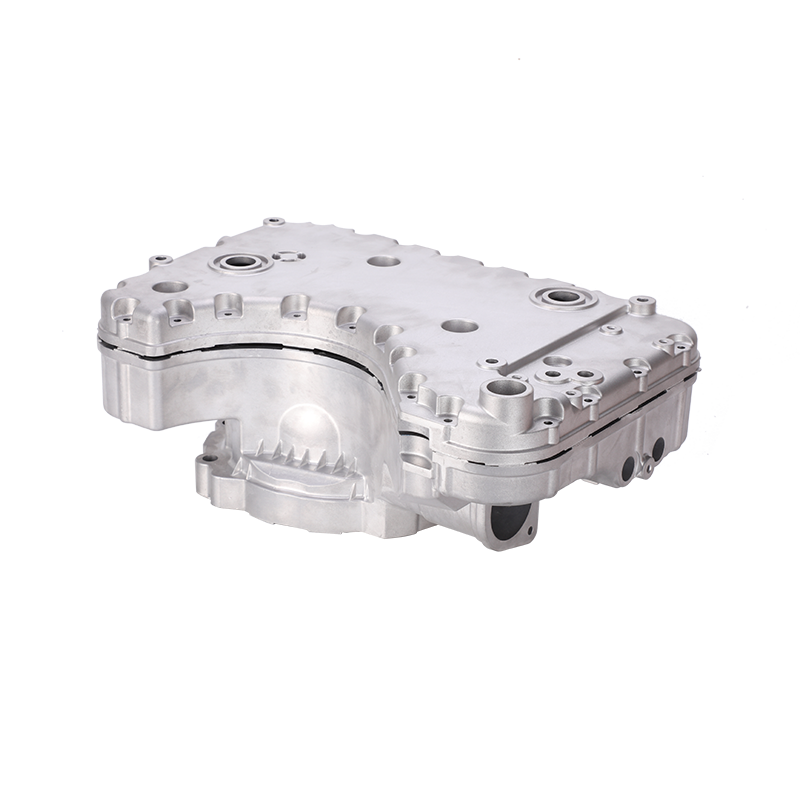
モーター ハウジングと PCU ハウジングの場合、ADC12 はその優れた熱伝導率 ( 130~150W/m・K )、鋳物成形性に優れています。バッテリーパックトレイと構造安全コンポーネントの場合、T6 熱処理を施した A356 は、次の引張強度を達成します。 220~280MPa 銅含有合金と比較して優れた耐食性を備えているため、衝突安全性の観点から推奨される選択肢となっています。 A380 は、高い機械的負荷容量が必要なシャーシ構造部品に推奨されます。 3 つの合金はすべて、ほぼ次の密度を共有します。 2.7g/cm3 、 achieving weight reductions of 40%~60% スチールと比較して、車両の航続距離が直接的に向上します。
パワーバッテリーの熱管理はNEVの安全性と性能の中核です。リチウムイオン電池の最適な動作温度ウィンドウは次のとおりです。 15~35℃ ;超える 45℃ 温度がそれを超えると容量の劣化が加速します。 60℃ 熱暴走のリスクが存在します。ダイカスト アルミニウム ハウジングは、次のメカニズムを通じて効率的な熱管理を実現します。
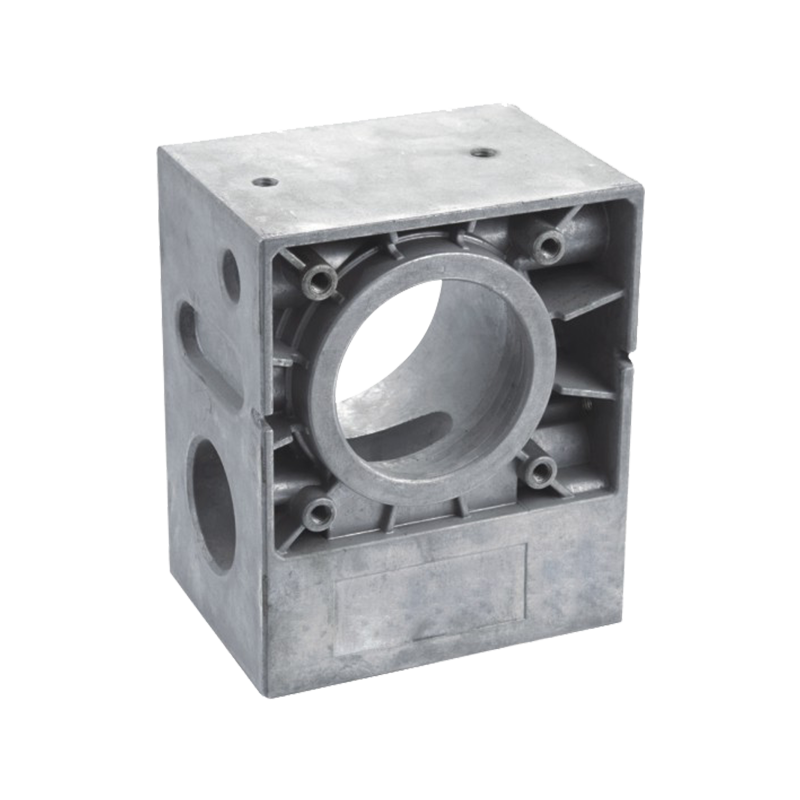
高圧ダイカストにより、複雑な液冷チャネル、放熱フィン、サーマルリブを金型内で直接成形することができ、 統合されたデザイン 住宅構造と熱管理システムの研究。この構造により、従来の溶接または組み立てプロセスからの熱界面抵抗が排除され、セル表面から冷却剤までの熱抵抗経路が最小限に抑えられます。 A356 または ADC12 アルミニウム合金の熱伝導率 ( 96~150W/m・K )は 3~5回 スチール製なので、ハウジング表面全体に急速な熱拡散が可能です。
| ハウジング材質 | 熱伝導率(W/m・K) | 密度 (g/cm3) | 軽量化 | 熱暴走の危険性 |
|---|---|---|---|---|
| アルミダイカスト | 96 – 150 | 2.7 | 40% – 60% | 低い |
| アルミニウム押出材 | 180 – 210 | 2.7 | 40% – 55% | 中 |
| 打ち抜き鋼 | 45 – 55 | 7.8 | ベースライン | 高(放熱性が悪い) |
| コンポジット(SMC) | 0.2~0.5 | 1.8~2.0 | 50% – 65% | 非常に高い (追加の冷却が必要) |
ダイカストアルミニウムハウジングは、押し出しアルミニウムプロファイルよりも熱伝導率がわずかに低くなりますが、 統合成形能力 最適化された熱流路設計が可能になり、その構造的完全性は溶接プロファイルアセンブリをはるかに上回ります。熱暴走保護の観点から、アルミニウム製ハウジングは火災の伝播を遅らせることができます。 5~10分 、 providing critical escape time for occupants, while composite housings require additional fire-resistant layers to meet GB 38031 standards.
NEV バッテリー パックのハウジングは、熱管理キャリアとしてだけでなく、車両全体の構造的安全性に対する重要な障壁としても機能します。ダイカスト アルミニウム合金は、固有の材料強度と構造の最適化の組み合わせにより、多層保護システムを構築します。
最新のダイカスト製バッテリー パック トレイは通常、 フレームクロスビームベースプレート サンドイッチ構造。ゲート位置と肉厚分布を最適化するモールド フロー解析を通じて、衝突危険領域 (サイド インパクト ビームなど) を局所的に厚くし、 10~12mm 、 while non-critical areas are reduced to 2~3mm 、 achieving optimal balance between weight and strength. A356-T6 alloy achieves yield strength of 180~220MPa 、 and combined with the complex rib structures enabled by die casting, can satisfy C-NCAP and E-NCAP side-pole impact test requirements.
バッテリーパックのハウジングが達成しなければならないこと IP67またはIP69K 保護等級 (IEC 60529 および ISO 20653 に準拠) を備え、完全な防塵性と深さ 1 メートルで 30 分間の浸漬耐性を提供します。ダイカストによるシール面の平面度の精密管理を実現( ±0.05mm )および表面粗さ(Ra≤3.2 μm)により、シールガスケットとの完全な互換性が保証されます。さらに、ダイカストハウジングはヘリウム質量分析リークテストに合格する必要があり、通常は以下のリーク率が要求されます。 15sccm (標準立方センチメートル/分) 冷却回路とセルチャンバー間の絶対的な隔離を確保します。
高圧ダイカスト (HPDC) は、溶融したアルミニウム合金を高精度の鋼製金型に高速で射出する成形プロセスです。 30~150MPa 。このプロセスは、NEV コンポーネント製造における 3 つの主要な利点を示しています。
ダイカストは次の寸法公差を達成します。 ±0.03~0.05mm 、 far exceeding stamping (±0.1–0.3 mm) and welding (±0.5–1.0 mm). More importantly, it allows liquid cooling channels, mounting brackets, wire harness fixing clips, connector mounting positions, and even explosion vent mounting seats to be cast in a single operation, significantly reducing subsequent machining and assembly processes. For battery pack trays, die casting can integrate traditional 6 ~ 10 個の打ち抜きおよび溶接部品 に 1 ~ 2 個のダイカスト コンポーネント 、 eliminating weld fatigue failure risks while reducing assembly tolerance accumulation.
工具に投資すると(大きなバッテリーパックトレイの金型は通常長持ちします) 80,000~100,000ショット )、一体型ダイカストサイクルを短縮できます。 60~120秒 、 making them highly suitable for platform demands exceeding 年間10万台 。世界のアルミダイカストマシン市場は、 2025年に861億4,000万ドル に 2034年までに1,440億4,000万米ドル (CAGR 5.88%)、アジア太平洋地域では 41% 市場シェアと中国だけが占める 16% アジア太平洋市場の。
大手メーカーは、統合された CAD/CAM/CAE 設計とモールド フロー解析を組み合わせて、ゲート位置、気孔率分布、ホット スポット欠陥を予測しています。生産ラインには、 X線撮影(RT) そして 産業用CTスキャン 、 ensuring internal porosity remains below 0.1% —IP67 のシール完全性と構造疲労寿命を保証するための重要なしきい値。品質マネジメントシステムは、 IATF 16949 原材料の調達、溶融物の脱ガス、ショットパラメータの監視から完成品のリークテストまでのプロセス全体をカバーする認証済みです。

NEV の航続距離は車両重量と強い負の相関関係を示します。研究によると、すべての 100kg 車両の軽量化により航続距離が向上します。 6%~8% (約30〜50km)。ダイカスト アルミニウム コンポーネントは、次の主要な領域で大幅な軽量化を実現します。
| コンポーネント | 従来のプロセス重量 (kg) | アルミダイカスト 重量(kg) | 軽量化 | 推定範囲の改善 |
|---|---|---|---|---|
| バッテリーパックトレイ | 80~120(スチール) | 35~50 | 55% – 60% | 25~40km |
| モーターハウジング | 15~20(鋳鉄) | 6~9 | 55% – 60% | 5~8km |
| PCUハウジング | 5~8(アルミダイキャスト) | 3~5 | 30% – 40% | 2~4km |
| サブフレーム・構造部品 | 25~35(スチール) | 12~18日 | 45% – 50% | 8~12km |
純粋な電気セダンの車両重量を採用すると、 1,800kg 、 battery capacity of 70kWh 、 and NEDC range of 500km 一例として、バッテリーパックトレイ、モーターハウジング、サブフレームをダイカストアルミニウム部品に置き換えると、車両全体の重量を次のように削減できます。 80~120kg 、 improving range by approximately 40~70km —と同等 5%~8% バッテリーコストの節約。
ダイカストアルミニウムコンポーネントは、より高い初期工具投資を必要としますが(大型のバッテリーパックトレイの金型は約 50,000~150,000ドル )、彼らの 10 年間の総所有コスト (TCO) 鋼代替品よりも大幅に低い。次の比較は、年間 100,000 ユニットの生産プラットフォームに基づいています。
| コスト要因 | アルミダイカスト | 押出Al溶接 | 打ち抜き鋼 Welding | コンポジット(SMC) |
|---|---|---|---|---|
| 単体重量(kg) | 35~50 | 40 – 55 | 80~120 | 30~45 |
| 部品数 | 1~2個 | 5~8個 | 10~15個 | 1~3個 |
| 工具への投資 | 高 (1 回限り) | 中 | 低い | 高(複合金型) |
| 組立工程 | 最小限 | 複数(溶接加工) | 充実(スポット溶接シール) | 少ない(ボンディングボルト) |
| 全体的な TCO 評価 | 低いest | 中 | 高 (重量ペナルティ) | 高い (冷却追加コスト) |
さらに、 100% リサイクル可能 アルミニウム合金の使用量は世界的な循環経済のトレンドと一致しています。耐用年数が終了した NEV コンポーネントはダイカスト製造で再溶解して再利用でき、二酸化炭素排出量は鉄鋼精錬や複合合成よりもはるかに低くなります。 ESG 目標を追求する自動車メーカーにとって、ダイカスト アルミニウム部品は持続可能性スコアリングにおいて大きな利点をもたらします。
NEV メーカーと Tier 1 サプライヤーの場合、以下の技術パラメータをサプライヤー認定および入札書類に組み込むことで、高品質のダイカスト パートナーを効果的にフィルタリングし、生産後の品質リスクを軽減できます。
これらの指標を技術仕様およびサプライヤー監査チェックリストに組み込むことで、調達機関は選択された製品が確実に選択されたものであることを確認できます。 NEVダイカスト部品 ライフサイクル全体を通じて、安定、安全、軽量の構造サポートと熱管理の保証を提供します。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード