ダイカスト は、現在利用可能な最も効率的でコスト効率の高い金属製造プロセスの 1 つです。要するに: 精密で複雑な金属部品を大量に必要とする場合は、ダイカストが最良の選択肢となる可能性があります。 。他のほとんどのプロセスでは実現できない、厳しい寸法公差、優れた表面仕上げ、および迅速なサイクルタイムを実現します。このガイドでは、プロセスの仕組みからその制限、方法、実際のアプリケーションに至るまで、知っておくべきことをすべてカバーしています。

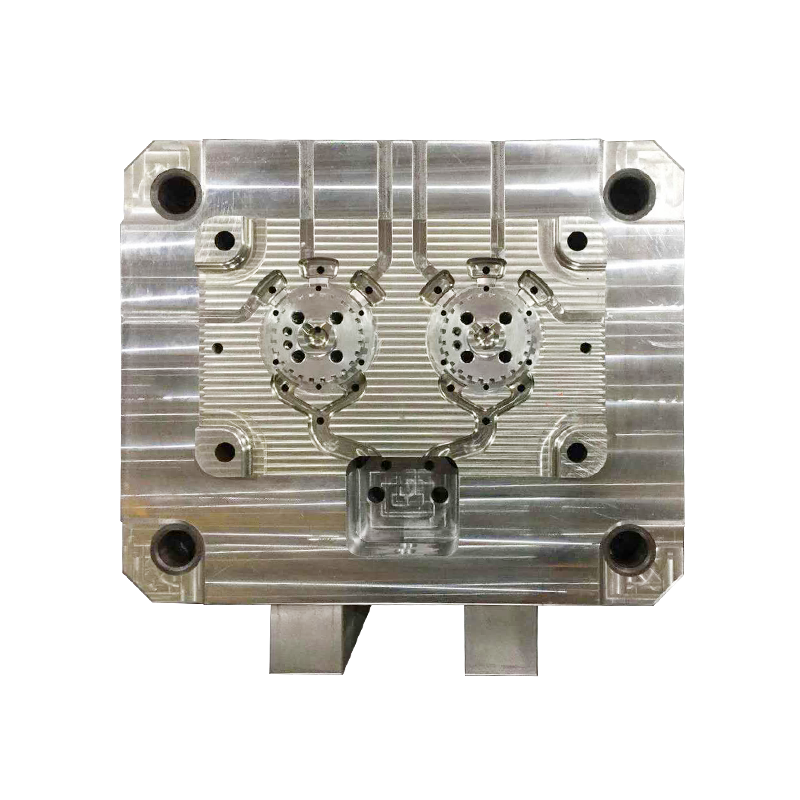
ダイカストは、溶融金属を高圧下で再利用可能な鋼製の型 (「ダイ」と呼ばれる) に押し込む金属鋳造プロセスです。金属が固まると、金型が開き、完成した部品が取り出されます。その後、金型は再度使用できます (通常、数万回から数十万回のサイクル)。
ダイカストで最も一般的に使用される金属には次のものがあります。 アルミニウム、亜鉛、マグネシウム、銅合金 。アルミニウムは、その優れた強度重量比、耐食性、熱伝導性により、断然最も人気があります。
使い捨ての型を使用する砂型鋳造とは異なり、ダイカストでは恒久的な鋼製工具が使用されます。これにより、一貫性と再現性が重要となる大量生産に最適です。

ダイカスト サイクルは一貫した順序に従います。
サイクル時間は部品のサイズと複雑さによって異なりますが、通常は次のとおりです。 数秒から数分 。適切に最適化されたアルミニウム ダイカスト セルは、1 時間あたり数百個の部品を生産できます。

2 つの主要なダイカスト法は、溶融金属を金型に導入する方法が異なります。
ホットチャンバーダイカストでは、射出機構が溶融金属に直接浸漬されます。この方法が提供するのは、 サイクルタイムの短縮 亜鉛、錫、鉛合金などの低融点金属に最適です。アルミニウムは水没したコンポーネントを侵食する可能性があるため、アルミニウムには適していません。
コールドチャンバーダイカストでは、溶融金属は射出前に別のショットチャンバーに取鍋で入れられます。このアプローチは次の目的で使用されます アルミニウム、マグネシウム、銅合金 — ホットチャンバーシステムに損傷を与える可能性のある融点の高い金属。コールド チャンバー ダイカストでは、ホット チャンバーよりもわずかに時間がかかりますが、より強力で耐久性のある部品の製造が可能になります。
| 特徴 | ホットチャンバー | コールドチャンバー |
|---|---|---|
| 適切な金属 | 亜鉛、錫、鉛 | アルミニウム、マグネシウム、銅 |
| サイクル速度 | より速く | わずかに遅い |
| 射出圧力 | 下位 | より高い |
| 部品の強度 | 中等度 | より高い |
| 代表的な用途 | 小型民生部品 | 自動車、産業用 |

ダイカストは一貫して次の公差を達成します。 ±0.1mm以上 多くの場合、二次加工が不要になります。数千の部品にわたってこのレベルの再現性を実現するには、他の鋳造方法では実現が困難です。
ツーリングが設置されると、ダイカストマシンは 24 時間稼働し、最短のサイクルで部品を生産できます。 15~20秒 小型アルミニウム部品用。このスループットにより、金属部品を大量に生産するための最速の方法の 1 つとなります。
ダイカストは、複雑な内部機能、薄壁 ( 0.5mm 一部のアルミニウム用途では)、アンダーカット、および機械加工だけではコストがかかるか不可能なニアネットシェイプのコンポーネント。
初期の工具コストは高額ですが、部品ごとのコストは規模が大きくなると劇的に下がります。数万回以上の生産では、通常、ダイカストの方が CNC 機械加工や他のプロセスよりもはるかに経済的です。

ダイカストにはトレードオフがないわけではありません。その制限を理解することは、それがプロジェクトにとって適切なプロセスであるかどうかを判断するのに役立ちます。
単一のアルミニウム ダイカスト金型の価格は、 10,000ドルから100,000ドル以上 、複雑さに応じて。このため、ダイカストはプロトタイプや生産量が非常に少ない場合には不適切な選択肢となります。
ダイカストは非鉄金属に限定されます。鋼と鉄は融点が高いため、鋼の金型を破壊する可能性があるため、ダイカストすることはできません。プロジェクトに鉄金属が必要な場合は、インベストメント鋳造や砂型鋳造などの代替プロセスを検討する必要があります。
射出中に空気が金型キャビティ内に閉じ込められ、内部に気孔が生じる可能性があります。これにより、機械的強度が損なわれ、真空補助ダイカストまたはその他の技術で制御しない限り、部品が耐圧用途に適さなくなる可能性があります。
ほとんどのダイカストマシンは、約 25kg 。非常に大きなコンポーネントの場合は、砂型鋳造またはその他の重力ベースのプロセスの方が適しています。
スチールダイスは、特に高温合金の場合、時間の経過とともに摩耗します。寸法精度を維持し、金型の寿命を延ばすには、適切なメンテナンス スケジュールが不可欠です。 10万~50万ショット 材料とプロセスパラメータによって異なります。
中国のダイカスト金型メーカーおよびカスタム ダイカスト金型工場として、寧波自由達成形機械有限公司 は、さまざまな部品の形状、材料、量の要件に合わせた包括的な鋳造プロセスを提供しています。
最も一般的なダイカスト製法。溶融金属は最大圧力で射出されます。 25,000 psi 、優れた表面仕上げを備えた緻密で精密な部品を製造します。 Jieda は香港 Lijin マシンを 200T~1600T 幅広い部品サイズに対応するクランプ力。
金属は、低圧 (通常は、 0.7~1.0バール )、金属の流れをより適切に制御し、乱流を低減することができます。この方法は、より高い機械的特性とより低い気孔率を必要とする構造部品に特に適しています。
永続的な工具がコスト的に見合わない、少量生産や大規模で複雑な形状に適した経済的な選択肢です。砂型はパターンから作成され、流し込まれるたびに廃棄されるため、この方法は非常に柔軟性があります。
ワックスパターンをセラミックシェル素材でコーティングし、溶かして精密なキャビティを残します。インベストメント鋳造では、非常に優れた表面の詳細と精度を備えた部品が製造され、航空宇宙部品、医療機器、複雑な工業部品によく使用されます。
溶融金属は、圧力ではなく重力を利用して永久的な金型に注入されます。これにより、高圧ダイカストよりも気孔率が低くなり、より高密度で構造的に要求の高い部品の中量生産に適しています。

生のダイカスト部品は、使用する前に表面処理や二次加工が必要になることがよくあります。一般的な仕上げ作業には次のようなものがあります。
Jieda は、鋳造作業と並行してフルサービスの表面処理と仕上げを提供し、自動車、モーター、空気圧、通信、新エネルギー分野の顧客にすぐに使える部品を提供しています。
ダイカストは、大量の金属部品を必要とするほぼすべての主要産業で使用されています。主な応用分野は次のとおりです。
| 産業 | 代表的なダイカスト部品 | 共通素材 |
|---|---|---|
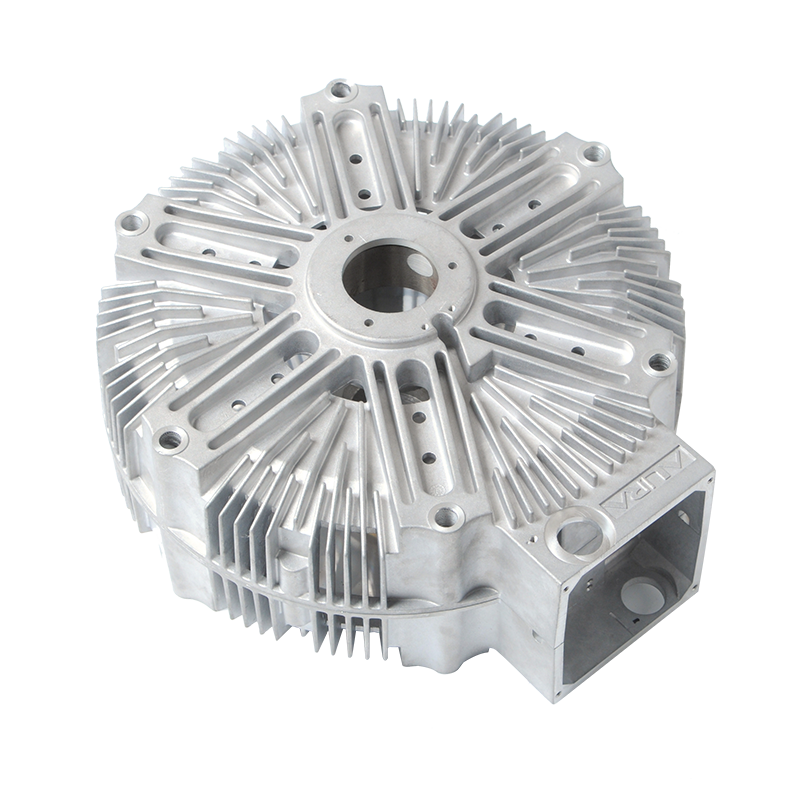
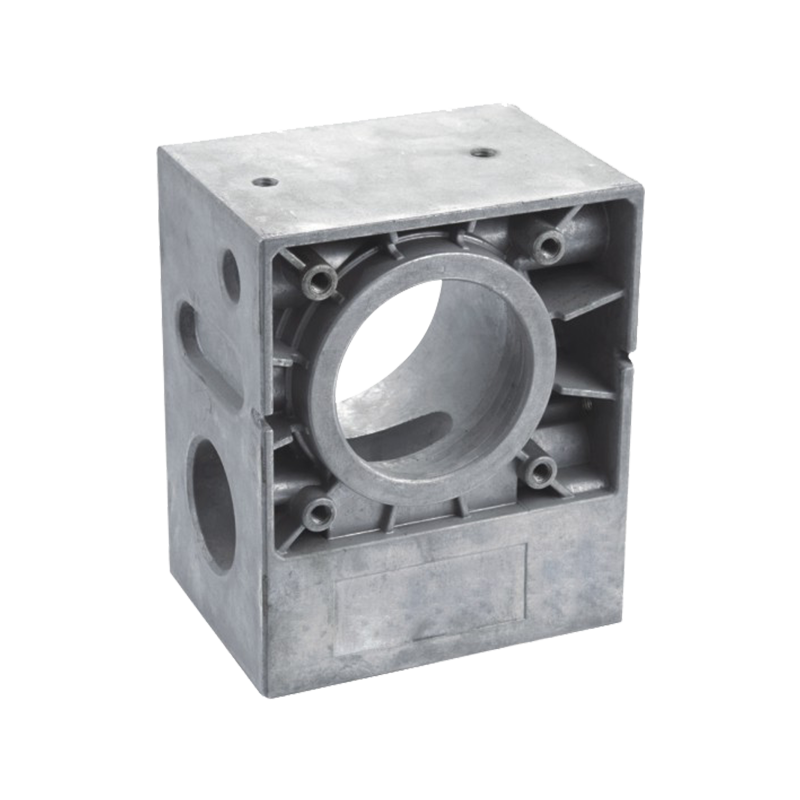
| 自動車 | エンジンハウジング、ミッションケース、ブラケット | アルミニウム、マグネシウム |
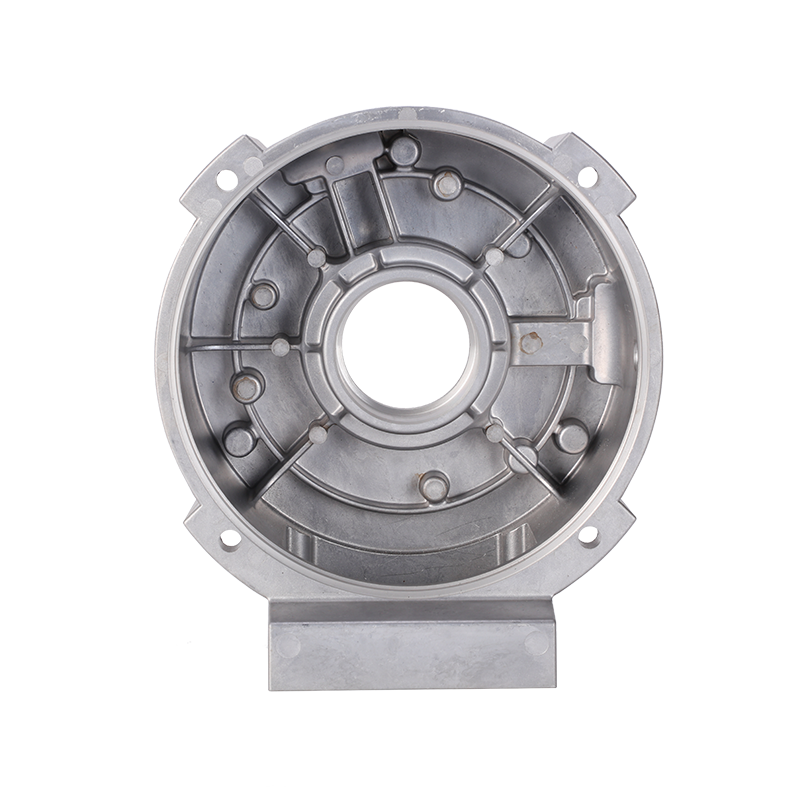
| 電動モーター | エンドシールド、ハウジング、ローターフレーム | アルミニウム |
| 空気圧 | バルブボディ、シリンダーハウジング | アルミニウム, Zinc |
| 電気通信 | エンクロージャ、ヒートシンク、アンテナコンポーネント | アルミニウム, Zinc |
| 新エネルギー・太陽光発電 | インバータハウジング、取付枠 | アルミニウム |
| 照明 | LEDハウジング、ランプ本体、ヒートシンク | アルミニウム |
| ギアボックス/減速機 | 減速機ハウジング、ギヤケース | アルミニウム |

1987年に設立され、 Ningbo Jieda Molding & Machine Co., Ltd. は、「中国のダイカスト金型の故郷」として知られる寧波市北侖市に拠点を置く国営ハイテク企業です。 35 年以上の経験を持つ Jieda は、あらゆるプロジェクトに深い技術的専門知識と実証済みの製造規模の組み合わせをもたらします。
主な機能と認証情報には次のものがあります。
北侖にある Jieda の位置は、物流上の直接的な利点も提供します。 北侖港 そして杭州-寧波高速道路 - 世界中の顧客への迅速かつ信頼性の高い国際配送を可能にします。
プロジェクトが次の基準を満たしている場合、ダイカストは正しい選択です。
体積が少ない場合、部品が非常に大きい場合、または鉄材料が必要な場合は、砂型鋳造やインベストメント鋳造などの代替鋳造方法の方が適切な場合があります。 Jieda のエンジニアリング チームは、お客様の特定の要件を評価し、高圧ダイカスト、低圧ダイカスト、重力鋳造、またはまったく別の方法であっても、最適なプロセスを推奨します。
今すぐJiedaに連絡してください プロジェクトについて話し合い、30 年以上にわたる精密ダイカストの専門知識に裏打ちされたカスタマイズされたソリューションを受け取ります。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード