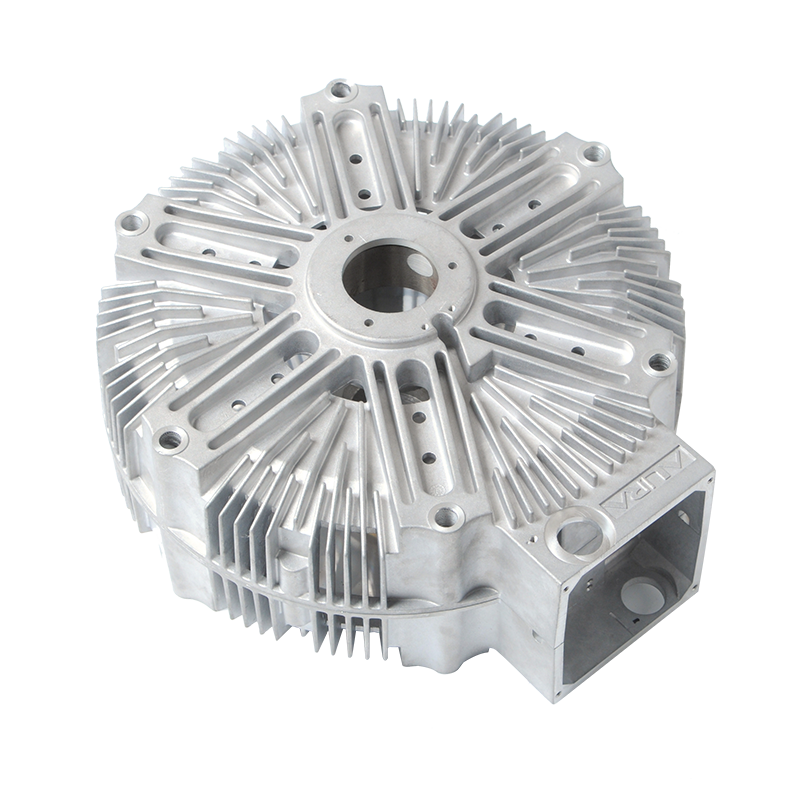
ダイカストでは、金属の流れ、熱伝導、金型設計の不均衡によって欠陥が発生することがよくあります。主要なプロセスパラメータを正確に制御することで、欠陥率を効果的に低減できます。
液相温度制御: 過度の低温による不完全な凝固やコールドシャット欠陥を避けるために、溶融アルミニウムの注入温度を厳密に制御します。
ガス除去: 製錬プロセス中に、窒素またはヘリウムの吹き込み技術を使用して、溶融アルミニウムから水素などの溶存ガスを除去し、ガス気孔や収縮気孔を防ぎます。
不純物ろ過: 金属メッシュまたはセラミックフィルターを使用して、溶融アルミニウムからスラグや酸化スケールを除去し、その純度を確保します。
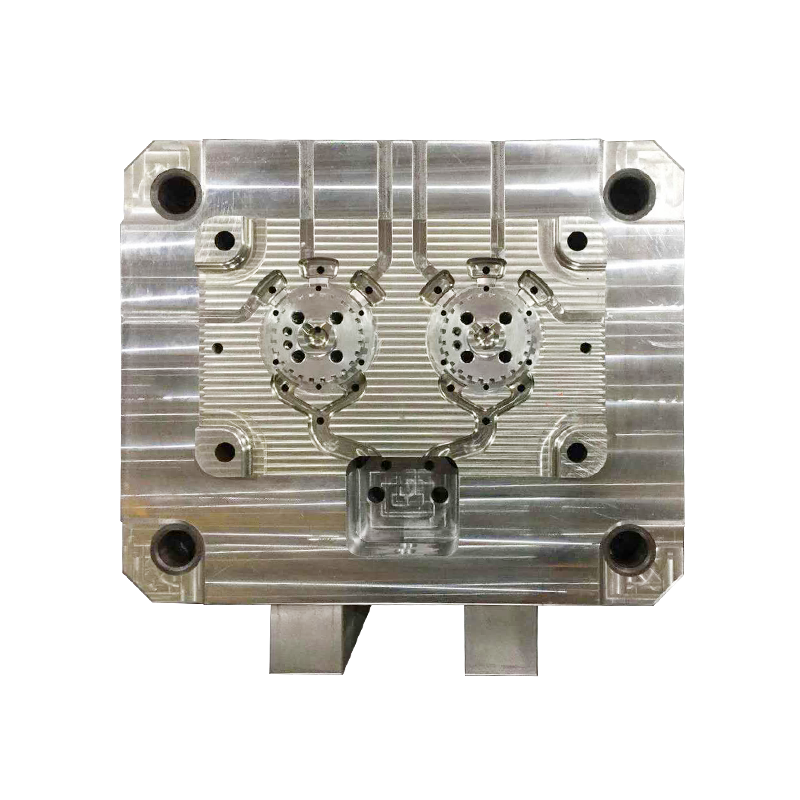
冷却システムの設計: 冷却水チャネルの流量と温度を最適化して、金型内の温度分布を均一にし、局所的な過度の温度差によって引き起こされる反りや熱亀裂を回避します。
ゲートウェイの設計: 数値流体力学 (CFD) 解析を使用してゲートウェイ、ランナー、分配システムを最適化し、流動中の溶融金属の十分な流動性を確保し、冷たい削りくずを防ぎます。
金型のメンテナンス:金型表面の研磨と磨耗を定期的に検査し、損傷した部品を速やかに交換して、ダイカスト部品の表面品質を確保します。
射出速度制御: 溶融アルミニウムの流動性と部品の複雑さに基づいて射出速度を正確に制御し、流量不足による気孔の発生を防ぎます。
保持時間の設定: 保持時間と圧力は、溶融アルミニウムが金型に完全に充填され、収縮が補償されるように適切に設定され、気孔や引け巣のリスクが軽減されます。
射出点のレイアウト: 最適な射出点の位置は、過度に長い溶融金属の流路によって引き起こされる温度低下や欠陥を回避するために、有限要素解析によって決定されます。
非破壊検査: X 線検査または超音波探傷器を使用して内部欠陥の非破壊検査を実行し、最終製品の品質を保証します。
プロセス監視: 射出成形機の射出曲線をリアルタイムで監視し、各機械の射出パラメータを記録して品質トレーサビリティの基礎を提供します。
継続的改善: 閉ループ品質管理システム (IATF 16949 など) を確立し、発見された欠陥を統計的に分析し、プロセス パラメーターを継続的に最適化します。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード