適切な鋳造方法を選択します アルミニウムダイキャスティングパーツ 高性能製品と費用のかかる障害の違いを意味します。砂鋳造、ダイキャスティング、投資鋳造にはそれぞれ明確な利点がありますが、それらを誤用することは無駄な資源につながります。
1。プロセスメカニック:各方法がアルミニウムを形成する方法
砂鋳造は、パターンの周りに形成された消耗品の砂型を使用します。溶融アルミニウムが空洞に注がれ、冷却され、その後、型が壊れて部品を取得します。この方法は、粗い表面仕上げ(通常はRA 12.5〜25μm)を残し、ポストマシニングを精度のために必要とします。
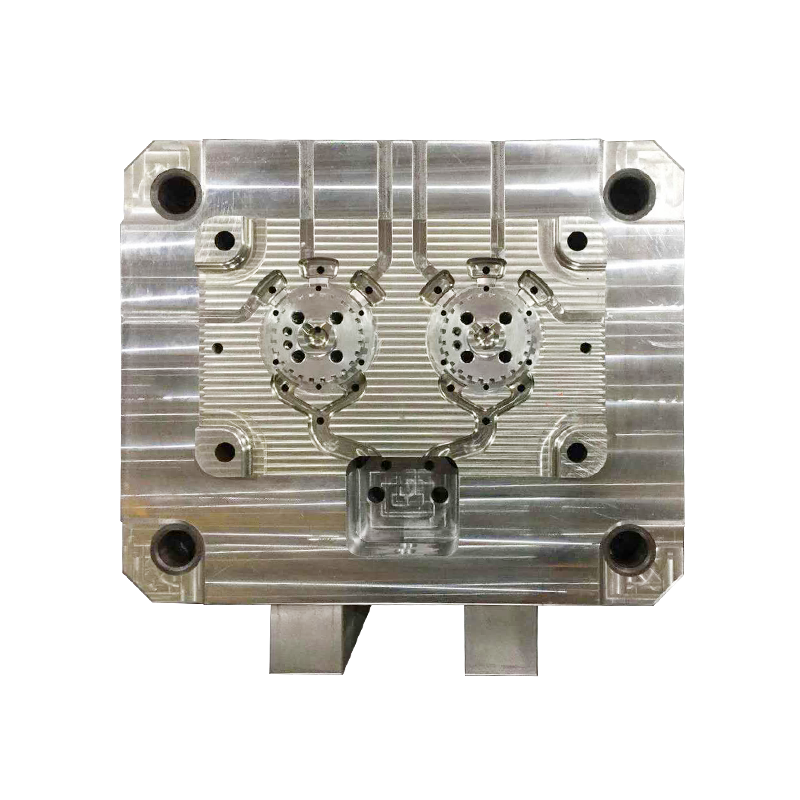
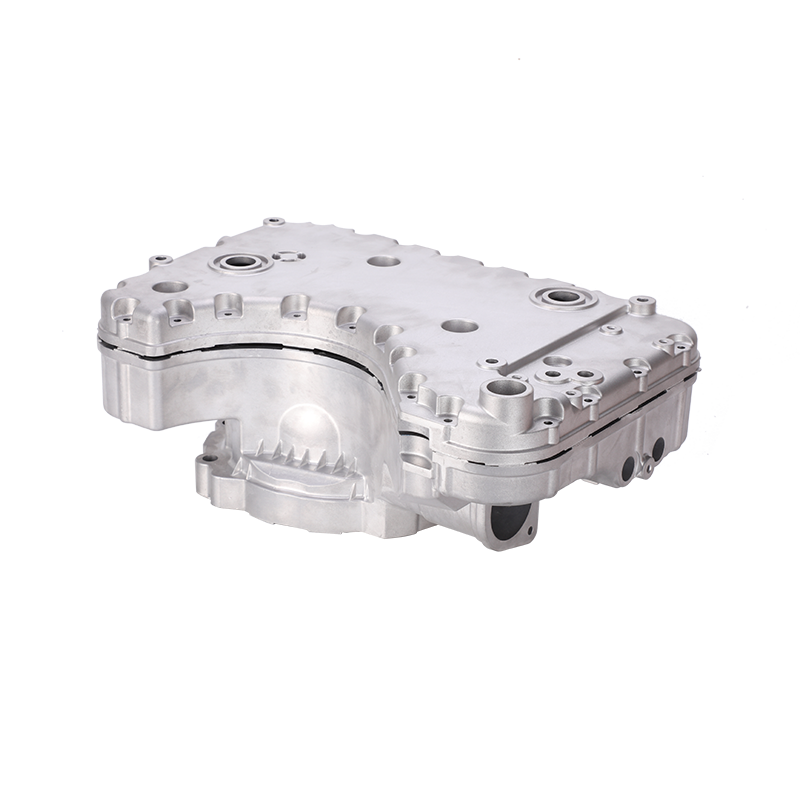
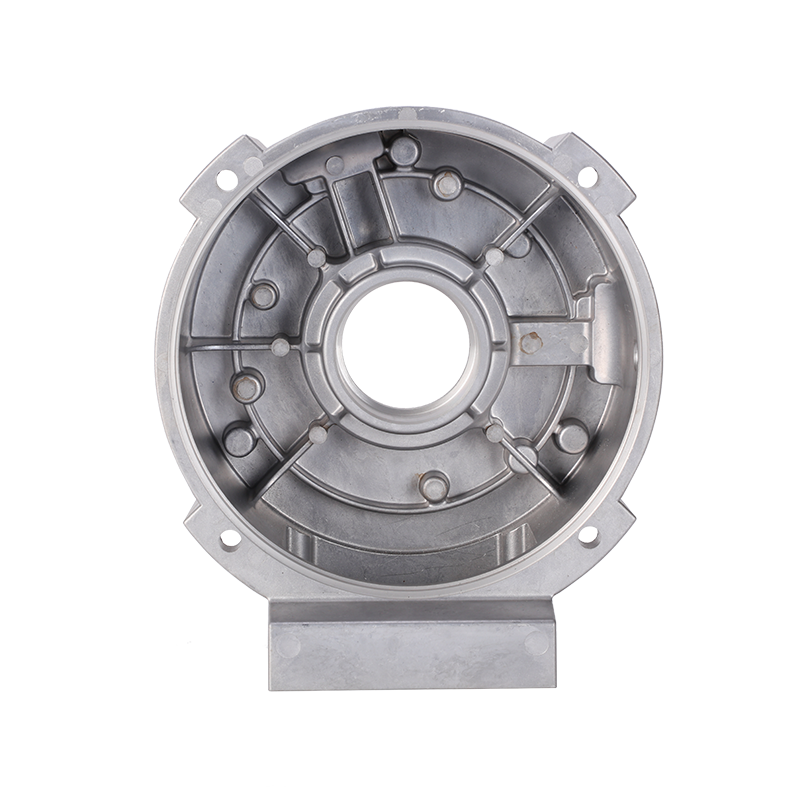
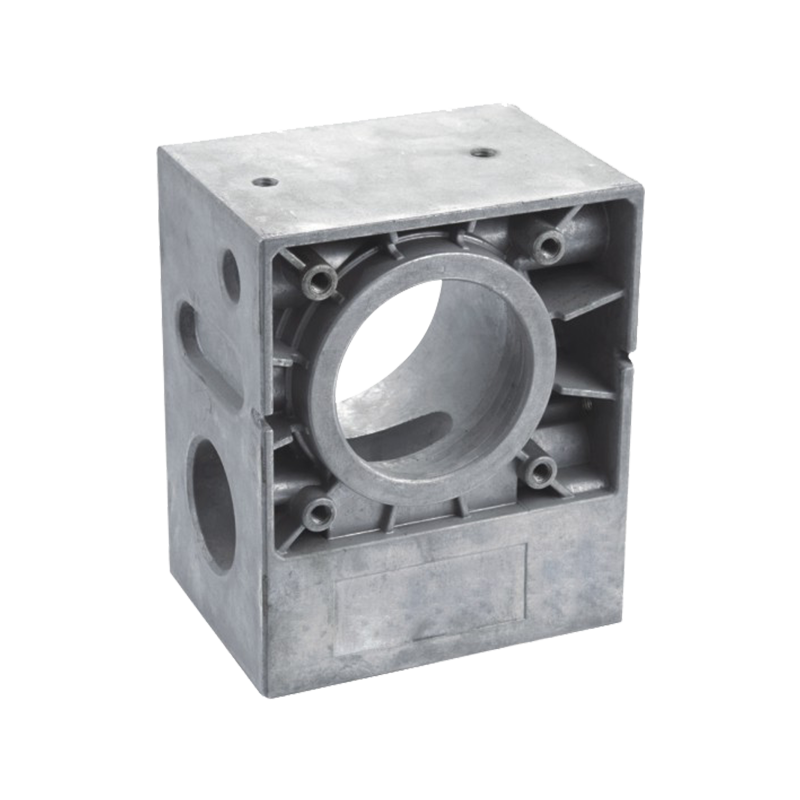
ダイキャスティングフォース高圧(10〜200 MPa)の下で溶融アルミニウムが再利用可能な鋼型になります。迅速な冷却は、滑らかな表面(RA 0.8〜3.2μm)と緊密な許容範囲(±0.1 mm)を備えたネット系の近くの部品を生成します。
投資キャスティング(Lost-Waxキャスティング)は、ワックスパターンの周りにセラミックシェルを構築します。ワックスを溶かした後、アルミニウムが空洞に注がれ、細かい詳細(±0.05 mmの耐性)と表面の品質(RA 1.6〜6.3μm)で複雑な形状を作成します。
2。コスト対ボリューム:メソッドを生産スケールに合わせます
砂鋳造:低容量の大きな部品(エンジンブロックなど)に最適です。ツーリングコストは低い(500〜5,000)が、肉体労働とともにユニットごとのコストが上昇します。サイクル時間の範囲は数時間です。
ダイキャスティング:大量のラン(10,000単位)に最適化されています。初期ツールコストは急勾配(20,000〜100,000)ですが、速いサイクル(30〜300ショット/時間)により、1部あたりのコストが大幅に低下します。
投資キャスティング:複雑で中小地域の部品(航空宇宙括弧など)の中程度のボリューム(100〜10,000単位)に最適です。ツーリングコストは、サイクルが遅い(シェルあたり2〜8時間)、砂とダイキャスティング(5,000〜30,000)の間に低下します。
3。パフォーマンスのトレードオフ:強度、詳細、仕上げ
気孔率:砂岩の部品は多孔度が高く(4〜8%)、高ストレス用途での使用が制限されています。ダイキャスティングは、加圧された充填により多孔度(1〜3%)を最小限に抑えます。投資キャスティングは、航空宇宙許容度に適した2〜4%の気孔率を達成します。
詳細解像度:ダイキャスティングは、アンダーカットと薄い壁(<1 mm)との闘いです。投資キャスティングは、0.5 mmの壁の厚さのタービンブレードなどの機能を生産することに優れています。
材料廃棄物:砂鋳造は15〜30%のスクラップを生成します。ダイキャスティングは、過剰な材料の95%をリサイクルします。セラミックシェルの破損により、投資キャスティングは10〜20%廃棄されます。
4。業界アプリケーション:各方法が輝く場所
砂鋳造:建設機械、海洋成分。
ダイキャスティング:自動車の送信、家電ハウジング。
投資キャスティング:医療インプラント、防衛ハードウェア。
最近の研究では、アルミニウム部品の故障の34%が不一致の鋳造方法に起因することがわかりました。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード