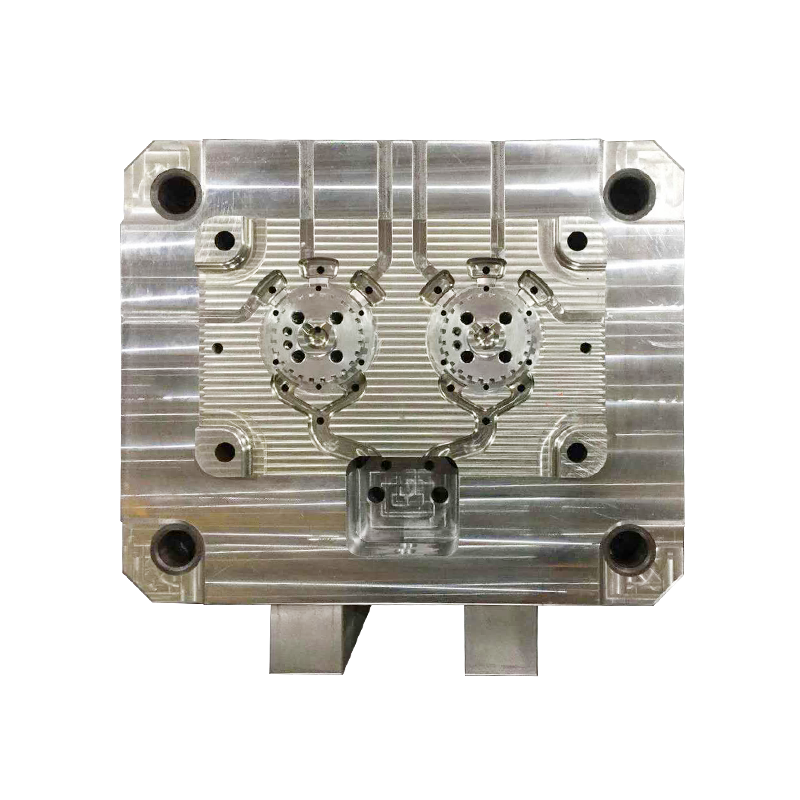
1. 金型の準備と組み立て
あらかじめ加工された上型と下型を、 自動車部品ダイカスト マシンのプレッシャープレートにしっかりとフィットし、所定の位置にロックされます。
金属の固着を防ぐために、多くの場合、金型キャビティの表面に耐火コーティングをスプレーするか、表面をブラシできれいにします。
2. 溶融金属の加熱と射出
アルミニウムまたはマグネシウム合金を炉内で適切な溶解温度(約600~700℃)まで加熱し、高圧射出システムを使用して金型キャビティ内に高速かつ均一に射出します。
高圧射出により、複雑なキャビティを非常に短時間で充填することができ、均一な壁厚を確保できます。
3. 急冷固化
金型キャビティに入ると、金属は金型の冷却システム (通常は水冷または油冷) によってすぐに急速に冷却され、緻密な結晶構造が形成されます。
急速凝固は、微細な肉厚と高い寸法精度を達成するための重要なステップです。
4. 型開きと部品の取り出し
金属が完全に固まった後、金型が開かれ、エジェクター装置を使用して高温の部品が排出されます。
取り外し後は、その後の組み立て要件を満たすために必要なバリ取り、洗浄、および表面処理が実行されます。
ダイカストによって自動車部品の強度と耐久性はどのように向上するのでしょうか?ダイカストの強度と耐久性が高まるメカニズム
1. 細粒構造
高圧射出と急速冷却により、合金は凝固中に微細で均一な粒子を形成します。粒子が細かいと、材料の降伏強度と疲労寿命が大幅に向上します。
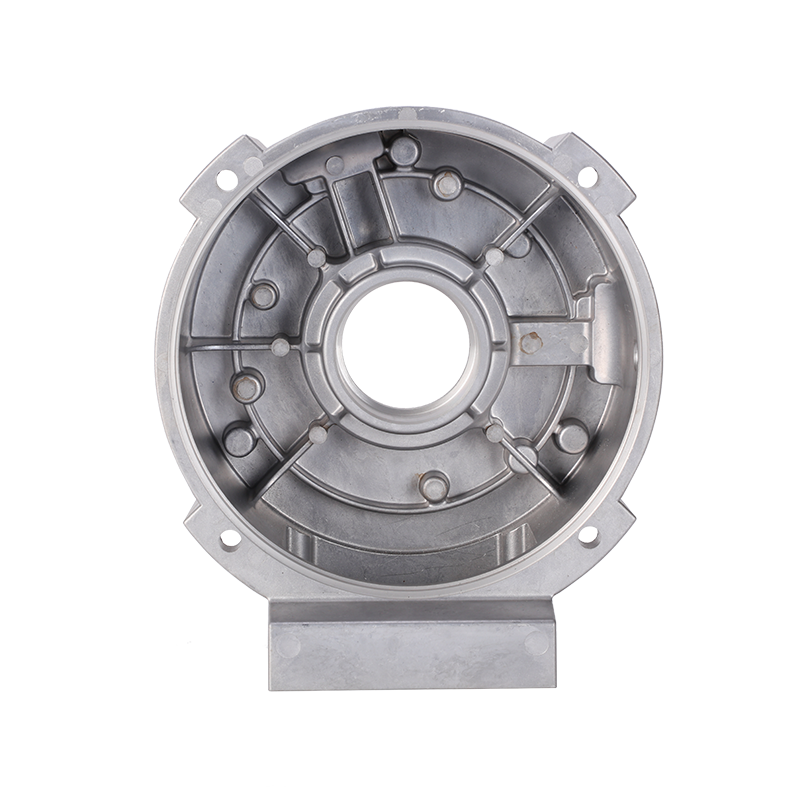
2. 優れた表面仕上げと寸法精度
ダイカストでは、表面粗さが低く、寸法誤差が小さいニアネットシェイプの鋳物が得られるため、その後の機械加工や組み立て時の応力集中が軽減され、全体の耐久性が向上します。
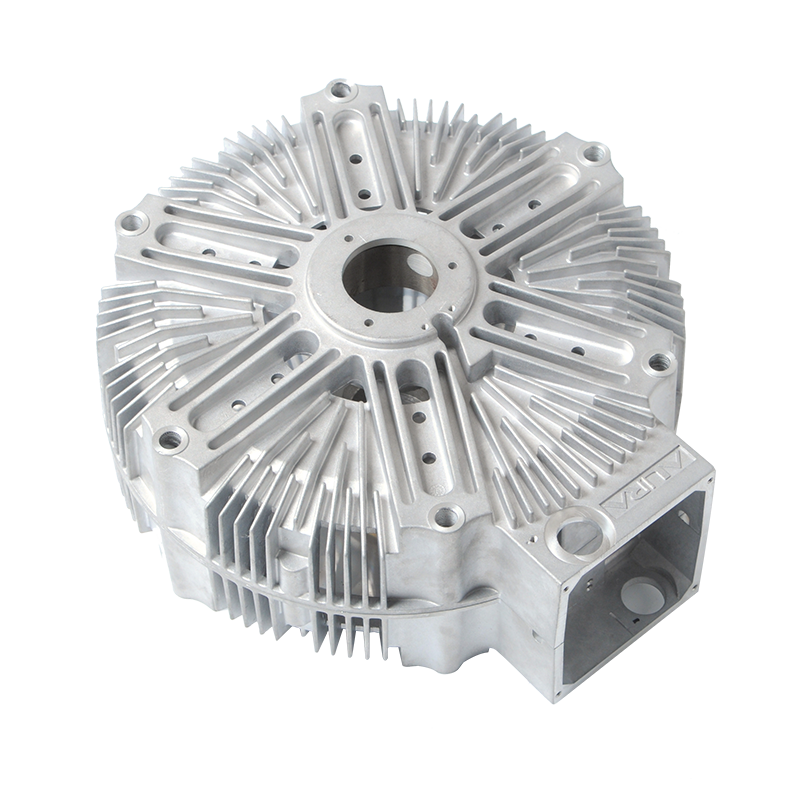
3. 合理的なリブと補強リブの配置
金型の設計段階でリブ形状(六角形や台形など)を最適化することで均一な応力分布を実現し、亀裂や変形の原因となる局所的な応力集中を回避します。優れた構造設計は、部品の耐衝撃性と耐疲労性を直接的に強化します。
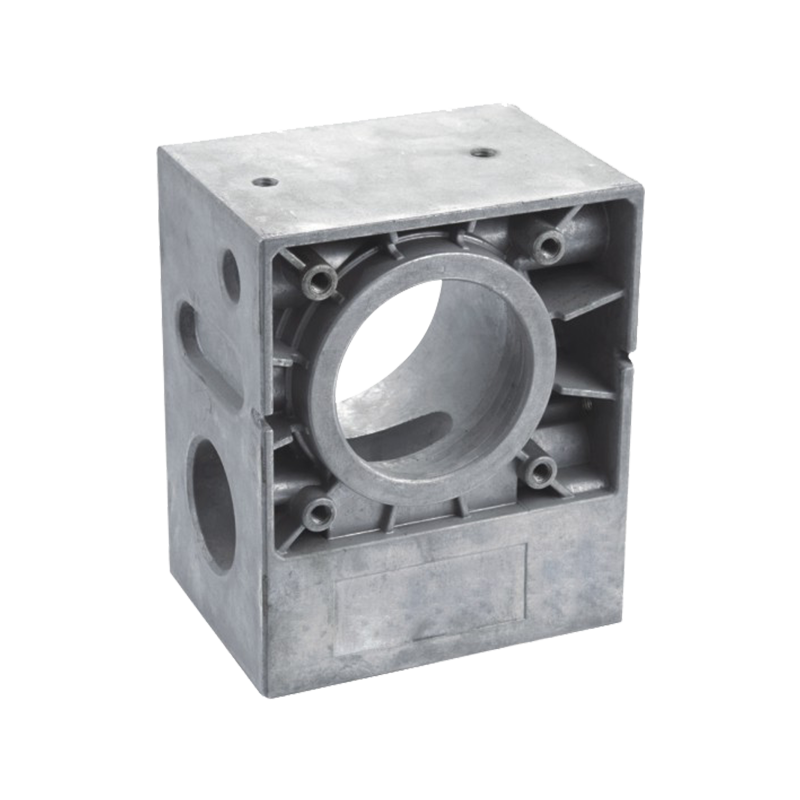
4. 気孔率と欠陥の制御
正確なプロセスパラメータ (射出速度、保持時間、冷却速度) とガス抜きシステムにより、気孔や引け巣などの内部欠陥が最小限に抑えられ、鋳物の密度と信頼性が確保されます。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード