ダイカストプロセスのステップ: 完全ガイド
ダイカスト は、高圧下で溶融金属を金型キャビティに押し込むことを含む金属鋳造プロセスです。プロセスは次のとおりです。 4 つの主な段階: 金型の準備、金属の射出、冷却と固化、および取り出し 。一般的な高圧ダイカストサイクルは次の時間で完了します。 15~90秒、 部品の複雑さと材質によって異なります。
段階的なダイカスト手順
1. 金型の準備とクランプ
ダイカスト鋳造工程は、鋼製の金型(金型)を準備することから始まります。ダイの 2 つの半分は洗浄され、離型剤で潤滑され、クランプで一緒に固定されます。 100~4,000トンの高い型締力 射出圧力に耐えられるように。適切な金型温度 (アルミニウムの場合は通常 150°C ~ 300°C) が維持され、最適なメタル フローが確保され、早期凝固が防止されます。
2. 溶融金属の射出
溶融金属(通常はアルミニウム、亜鉛、マグネシウム)はショットチャンバーに移送され、下の金型キャビティに押し込まれます。 1,500 ~ 25,000 psi (10 ~ 170 MPa) の高圧 。通常、注入フェーズには次の時間がかかります。 0.05~0.15秒 薄肉コンポーネント用。この迅速な充填により、酸化物の形成が防止され、キャビティの完全な充填が保証されます。
3. 冷却固化
射出されると、溶融金属は水冷金型システムにより急速に冷却されて凝固します。冷却時間は材料の厚さによって異なります。
- 薄い部分 (1 ~ 2 mm): 5~10秒
- 中切片 (3 ~ 5 mm): 10~20秒
- 厚い部分 (>5 mm): 20~40秒
4. 取り出しとトリミング
凝固後、ダイが開き、エジェクターピンが鋳物を押し出します。余分な材料(フラッシュ、ランナー、ゲート)はトリミング操作によって除去されます。最新の自動化システムが実現できるのは、 排出サイクルは最速 15 秒 単純な亜鉛コンポーネントの場合。
高圧ダイカストのサイクルタイム解析
高圧ダイカスト (HPDC) は、迅速な生産能力で評価されています。合計サイクル タイムは、複数のフェーズの合計です。
| プロセスフェーズ | 単純な部品 | 複雑な部品 |
|---|---|---|
| 型締めとクランプ | 2~3秒 | 3 ~ 5 秒 |
| 金属注入 | 0.05~0.1秒 | 0.1~0.3秒 |
| 冷却・固化 | 10~15秒 | 30~60秒 |
| 型開きと取り出し | 2~3秒 | 4~8秒 |
| 合計サイクル時間 | 15~25秒 | 40~90秒 |
亜鉛ダイカストは通常、亜鉛の低い融点 (419 °C 対 660 °C) と優れた流動性により、アルミニウムよりも速いサイクルタイムを実現します。亜鉛成分は多くの場合、サイクルを完了します。 15~30秒 アルミ製と比べて 30~90秒 .
ダイカストと砂型鋳造: プロセスの比較
ダイカストと砂型鋳造の違いを理解することは、メーカーが適切なプロセスを選択するのに役立ちます。
| パラメータ | 高圧ダイカスト | 砂型鋳造 |
|---|---|---|
| 生産率 | 高 (1時間あたり数百件) | 低い (1時間あたり数十件) |
| 表面仕上げ | 素晴らしい (Ra0.8~3.2μm) | ラフ (Ra12.5~25μm) |
| 寸法精度 | ±0.1mm | ±0.5~1mm |
| 肉厚 | 薄い (0.8~3mm) | 厚い (3~50mm) |
| 工具コスト | 高 (20,000ドル~200,000ドル) | 低い (1,000 ドル~10,000 ドル) |
| 部品サイズの範囲 | 小規模から中規模 (20kgまで) | 小さいものから非常に大きいものまで (数トンまで) |
| 材質のオプション | 限定 (Al、Zn、Mg、Cu合金) | 事実上無制限 (すべての鋳造可能な金属) |
選択ガイドライン: 厳しい公差と優れた表面仕上げが必要な大量生産 (>10,000 ユニット/年) には、ダイカストを選択してください。少量生産、大型コンポーネント、または鋳鉄などの鉄金属を扱う場合は、砂型鋳造を選択してください。
亜鉛ダイカストの利点と用途
亜鉛ダイカストには、特定の用途に最適な独自の利点があります。
主要な材料特性
- 低融点 (419℃): エネルギー消費を削減し、金型の寿命を延ばします (アルミニウムの場合は 100,000 ショットに対して最大 1,000,000 ショット)
- 優れた流動性: 薄い壁の鋳造が可能 0.3mm 複雑な詳細を含む
- 高い衝撃強度: 亜鉛合金は耐久性があります 50 ~ 60 J の衝撃エネルギー 、アルミニウムやマグネシウムを上回る性能
- 優れた機械加工性: 他のダイカストメタルに比べて鋳造後の加工が容易
一般的なアプリケーション
亜鉛ダイカストは以下の分野で主流です。
- 自動車内装部品(ドアハンドル、エンブレム、装飾トリム)
- 電子機器のハウジングおよびコネクタ
- 配管器具およびハードウェア
- 精密なディテールが必要な玩具や消費財
自動車産業におけるダイカスト
自動車部門はダイカストの最大の市場を代表しており、約 アルミダイカスト全体の50~60% 世界的に。最近の業界の傾向では、構造コンポーネントの用途が大幅に増加しています。
主な自動車用途
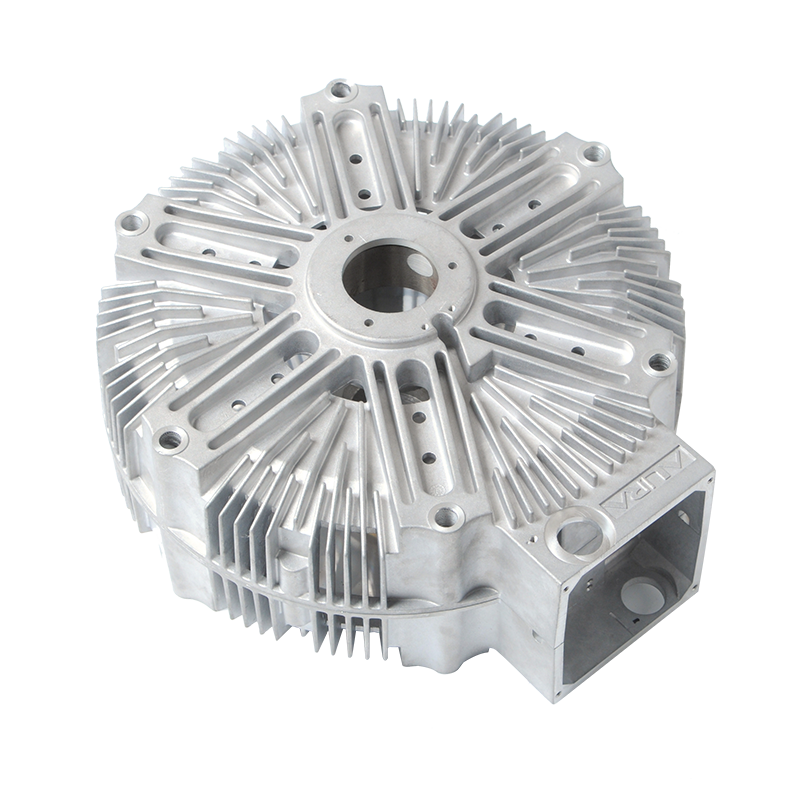
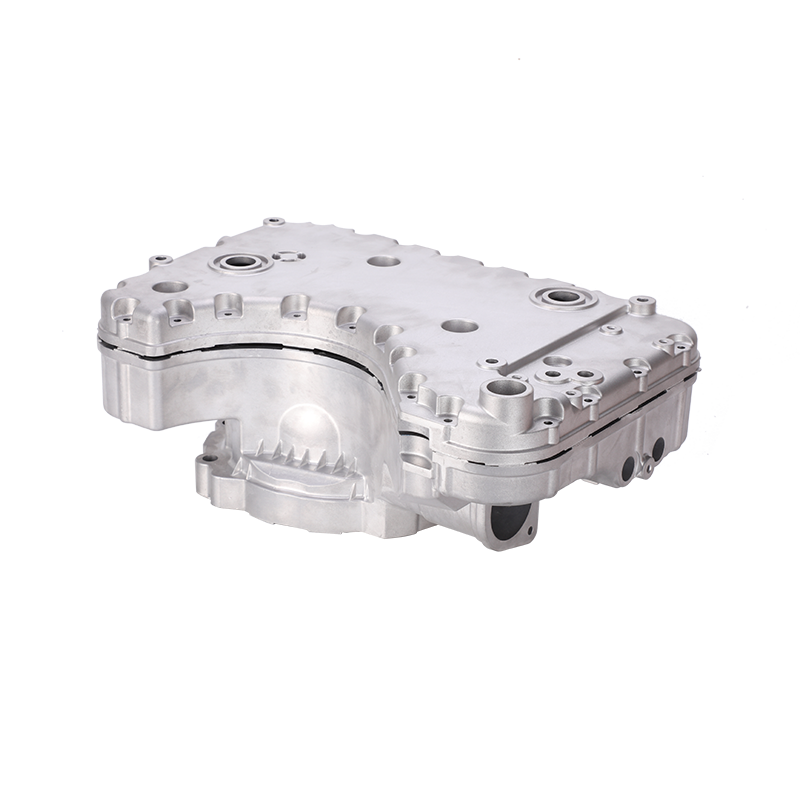
- トランスミッションハウジング: 耐圧シールが必要な複雑な形状
- エンジンブロックとシリンダーヘッド: 高い熱伝導率の要件
- 構造体のコンポーネント: テスラのモデル Y リアアンダーボディには、 6,000トンダイカストマシン 70 個のプレス部品を置き換えて単一部品を製造
- ステアリングおよびサスペンション部品: 高い強度対重量比の要件
業界の動向
電気自動車 (EV) への移行により、以下のダイカストの需要が高まっています。
- バッテリーハウジングとトレイ: 電磁シールドが必要な大型の薄壁構造
- モーターハウジング: 精密な冷却チャネルの統合
- メガキャスティング技術: 一体鋳造により組み立て時間が短縮されます。 30~40% と重量 10~20%
ダイカストメーカーの選択: 重要な基準
ダイカスト サービスを調達する場合は、次の重要な要素に基づいてメーカーを評価してください。
技術力
- 機械トン数範囲: 能力が部品サイズに一致することを確認します (一般的な範囲: 180 ~ 4,000 トン)
- 重要な専門知識: 特定の合金 (Al-Si-Cu、ザマック亜鉛合金、AZ91D マグネシウム) の経験を検証します。
- 品質認証: ISO 9001、自動車用 IATF 16949、航空宇宙用 AS9100
- 社内のツール設計: リードタイムを短縮します 20~30% 外注金型製作との比較
検証すべき生産指標
| メトリック | 業界標準 | 高性能ターゲット |
|---|---|---|
| ファーストパスの歩留まり | 85 ~ 90% | >95% |
| 気孔欠陥率 | <2% | <0.5% |
| 次元CPK | >1.33 | >1.67 |
| ツーリングのリードタイム | 12~16週間 | 8~10週間 |
ダイカスト作業におけるクリーンスワブに関する FAQ
ダイカストではなぜきれいな綿棒が不可欠なのでしょうか?
清潔な綿棒は、ダイカストの品質を維持し、欠陥を防ぐ上で重要な役割を果たします。これらは次の目的で使用されます。
- 金型表面の洗浄: サイクル間の残留離型剤、蓄積した酸化アルミニウム、および潤滑剤残留物を除去します。
- ショットチャンバーのメンテナンス: はんだ付け(スチール表面にアルミニウムが付着する)を防ぐため、プランジャーチップとスリーブを洗浄します。
- 通気システムのクリア: ガス気孔欠陥の原因となる詰まりの除去
ダイカスト用の推奨スワブの種類
- 高温耐性の綿棒: ダイ表面温度に耐えることができます。 350℃ 繊維の劣化なし
- 糸くずの出ない工業用綿棒: 異物の原因となる繊維残留物を残さない、ポリエステルまたは先端が発泡スワブ
- 金属検出可能な綿棒: 異物汚染を排除する必要がある食品グレードまたは重要な安全用途向け
スワブの使用に関するベストプラクティス
効果を最大化するには、次の手順を実行してください。
- 相互汚染を防ぐために、さまざまなダイ領域 (キャビティとショット チャンバー) に専用のスワブを使用します。
- スワブは毎回交換してください 4~6時間 連続運転中または目に見える汚れが現れた場合
- 互換性のある洗浄溶剤を使用します (軽い洗浄の場合はイソプロピル アルコール、ひどい汚れの場合は専用の離型剤除去剤)
- 品質トレーサビリティのためのプロセス管理ログのクリーニング頻度の文書化
生産効率への影響
スワブの適切なメンテナンスは、運用指標に直接影響します。
- スクラップ率の削減: クリーンな金型が生み出す 表面欠陥部分が 15 ~ 25% 減少
- 金型寿命の延長: 定期的な洗浄により腐食や侵食が防止され、金型の寿命が延びます。 20~30%
- メンテナンスのダウンタイムの短縮: 予防清掃により、計画外の停止が減少します。 40% 反応性洗浄プロトコルとの比較