自動車部品ダイカスト 自動車産業における大量の精密金属部品の主要な製造方法です —そしてそれには正当な理由があります。他のプロセスが大規模に匹敵することのできない部品あたりのコストで、厳しい公差、複雑な形状、優れた表面仕上げを実現します。ブラケット、ハウジング、構造用 EV バッテリー エンクロージャのいずれを調達する場合でも、ダイカストを理解することで、より迅速かつ賢明な意思決定を行うことができます。
このガイドでは、ダイカスト プロセスの基礎から材料の選択、電気自動車への用途、仕上げオプション、実践的な FAQ まですべてを網羅しているため、ダイカストがプロジェクトに適しているかどうかを判断できます。

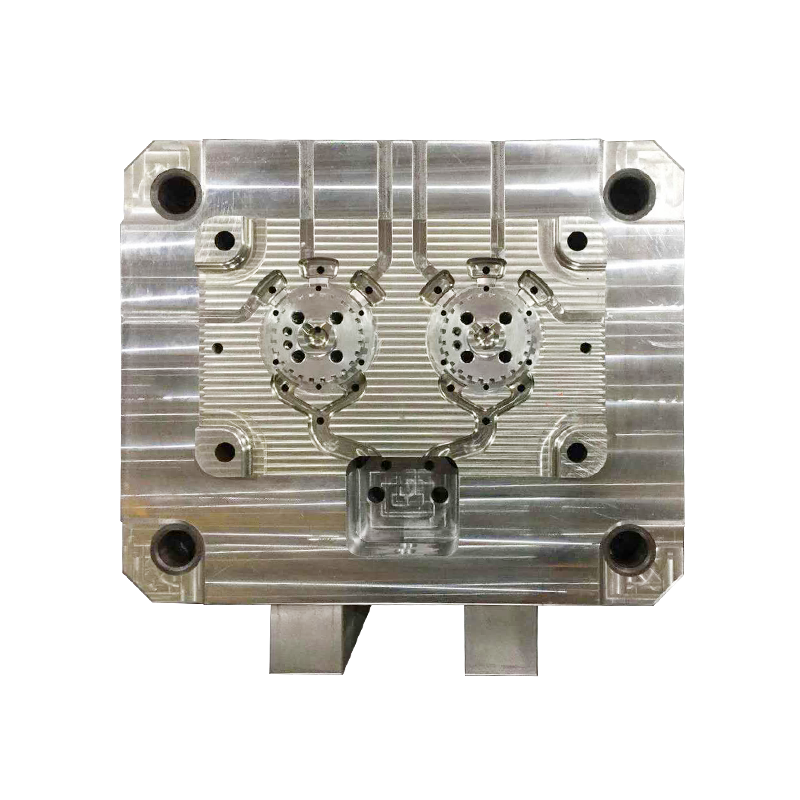
ダイカストは、溶融金属をダイと呼ばれる再利用可能な鋼製の型に高圧で注入する金属鋳造プロセスです。金属は急速に凝固し、完成品は 1 サイクルあたり 60 秒未満で取り出されます。自動車用途の場合、これは、一貫した寸法精度を備えた何百万ものニアネットシェイプ部品に相当します。
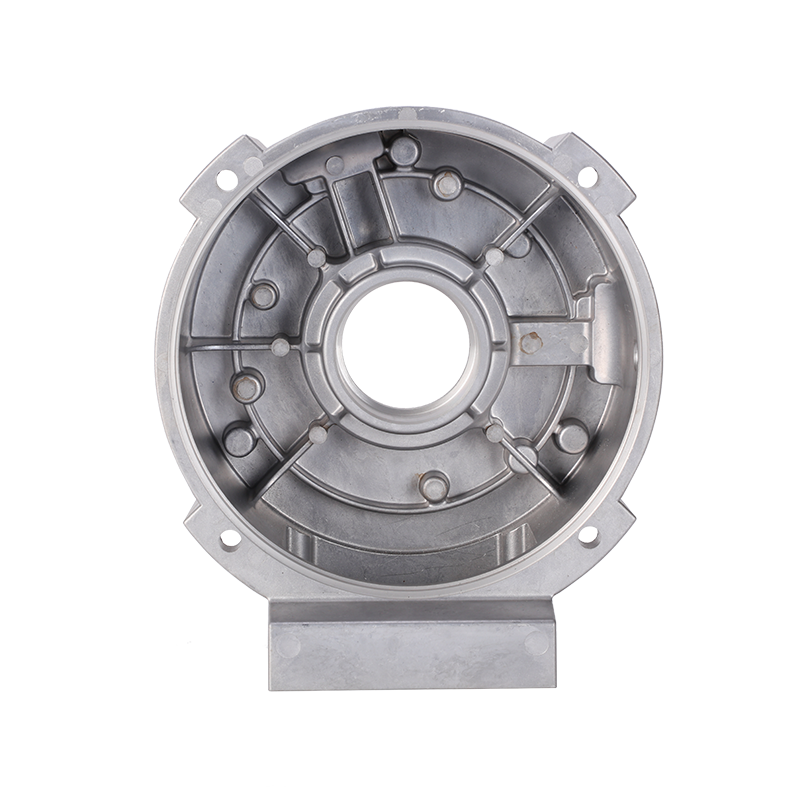
自動車セクターが占める割合 世界中のダイカスト生産量の 75% 以上 、北米ダイカスト協会(NADCA)によると。ダイカストで製造される一般的な自動車部品には、エンジン ブロック、トランスミッション ハウジング、ステアリング ナックル、ポンプ本体、ドア ハンドルが含まれ、電気自動車用の大型構造部品も増えています。

プロセスを理解すると、リードタイム、設計要件、コスト要因を予測するのに役立ちます。
ダイカストにはいくつかのバリエーションがあり、それぞれが異なる合金、部品サイズ、品質要件に適しています。
| タイプ | 仕組み | 最高の合金 | 主な利点 |
|---|---|---|---|
| ホットチャンバー | 射出機構は溶融金属に浸漬されます | 亜鉛、マグネシウム | 速いサイクル時間、低い気孔率 |
| コールドチャンバー | 金属をショットスリーブに個別に取り込みます | アルミニウム、銅 | 高融点合金を取り扱っております |
| 真空ダイカスト | 射出前に金型から空気を排出します | アルミニウム | ほぼゼロの気孔率、溶接可能な部品 |
| 半固体(チクソキャスティング) | 半固体状態で射出された金属 | アルミニウム, Magnesium | 優れた機械的特性 |
| スクイーズキャスティング | 凝固時に高圧がかかる | アルミニウム | 構造的完全性、熱処理可能 |
ほとんどの大量生産の自動車用途では、 コールドチャンバーアルミダイカスト がデフォルトの選択です。真空ダイカストは、溶接性が要求される構造用 EV 部品に指定されることが増えています。

自動車製造におけるダイカストの優位性は偶然ではありません。これは、競合するプロセスでは大規模に再現できないパフォーマンス属性の組み合わせを提供します。

トレードオフのない製造プロセスはありません。ダイカストの制限を理解すると、予期せぬコストの発生を避けることができます。

ダイカスト自動車部品は、構造的、熱的、機械的、美的役割を果たします。このプロセスが選択されるのは、単一の部品で複数の機能要件を同時に満たすことができるためです。
ステアリング ナックル、サブフレーム ブラケット、サスペンション コンポーネントは動的荷重に耐えるため、次の疲労寿命要件を満たさなければなりません。 1,000万サイクル 。引張強さ 280 ~ 320 MPa のアルミニウム ダイカストは、鋼同等品と比較して質量を 40 ~ 50% 削減しながら、これらの要求を満たします。
エンジン ブロック、シリンダー ヘッド、そしてますます増えている EV バッテリー ハウジングでは、ダイカストの機能を利用して複雑な冷却チャネルを部品形状に直接統合し、ろう付けアセンブリを排除し、熱抵抗を低減します。
トランスミッション ケース、ディファレンシャル ハウジング、およびポンプ本体は、圧力のかかった流体用の密閉エンクロージャを形成します。ダイカストは、手で取り付けずに信頼性の高いガスケットのシールに必要な寸法の一貫性を提供します。
最新の車両では、アルミニウムと亜鉛のダイカスト製エンクロージャに ECU、センサー、コネクタが収容され、EMI シールド、接地経路、振動や侵入からの保護を提供します。
材料の選択は、自動車部品のダイカストにおいて最も重要な決定事項の 1 つです。各合金ファミリーは、特性、コスト、加工性の異なる組み合わせを提供します。
| 合金 | 密度 (g/cm3) | 引張強さ(MPa) | 典型的な自動車アプリケーション |
|---|---|---|---|
| アルミニウム A380 | 2.71 | 310 | エンジンブロック、ハウジング、ブラケット |
| アルミニウム ADC12 | 2.74 | 320 | トランスミッションケース、EVバッテリートレイ |
| マグネシウムAZ91D | 1.81 | 230 | インパネ、ステアリングホイール |
| 亜鉛ザマック3 | 6.60 | 283 | ドアハンドル、ロック部品、コネクター |
| 銅 C83600 | 8.50 | 255 | 電気端子、ベアリング |
自動車用ダイカストの主流を占めるアルミニウム合金 、重量で全自動車鋳物の約 80% に相当します。車両軽量化の傾向により、特にパワートレインや構造用途において、亜鉛や鋳鉄からアルミニウムへの移行が加速しています。

電気自動車はダイカストの需要を大幅に再構築しています。内燃エンジンの廃止により、従来の鋳造用途の一部 (シリンダー ヘッド、エンジン ブロック) が排除される一方で、EV 固有のアーキテクチャではるかに大きな機会が生まれます。
EVメーカーが主に使用している 高延性アルミニウム合金 破損することなく衝突荷重に耐えることができます。これはバッテリー保護規制による要件です。 Silafont-36 (AlSi10MnMg)、Aural-2 などの合金、および独自の組成は、以下に対して最適化されています。

最も変革的なEV鋳造トレンドは、 ギガキャスティング — 6,000 ~ 16,000 トンの型締力を持つ機械を使用して、数百の打ち抜きおよび溶接部品を置き換える大規模な一体型構造鋳造品を製造します。たとえば、テスラのモデル Y リアアンダーボディは、約 70 個の個別部品を 1 つのダイカスト コンポーネントに統合 、組み立て時間を 30% 削減し、重量を 10% 削減します。
EV ダイカストの主な用途には次のものがあります。
世界のEVダイカスト市場は約 2023年に58億ドル そして、EVの普及率と、ボルボ、トヨタ、リビアンなどのOEM全体でのギガキャスティング技術の普及により、2032年までに180億ドルを超えると予測されています。

ダイカストはほぼすべての車両システムに適用されます。最も重要な応用分野は次のとおりです。
エンジン ブロック、シリンダー ヘッド、オイル パン、タイミング カバー、トランスミッション ケースは、歴史的に自動車ダイカストのバックボーンでした。一般的な V6 エンジンには次のものが含まれる場合があります。 15 ~ 20 個のダイカスト コンポーネント 、それぞれ複雑な内部コアリングと厳しい穴公差が必要です。
ステアリングナックル、コントロールアームブラケット、およびサブフレームノードは、ばね下重量を軽減するために鍛造鋼に代わってアルミニウムのダイキャスト化が進んでいます。バネ下重量が 1 コーナーあたり 1 kg でも軽減されると、乗車頻度とハンドリング レスポンスが大幅に向上します。
ドアハンドル、ミラーブラケット、シートアジャスター、装飾トリムコンポーネントは通常、亜鉛ダイカストで作られており、これは亜鉛の能力を利用して、薄い壁の部分でも厳しい公差を保持できます。 0.4mm .
HVAC および冷却システムのコンプレッサー ハウジング、ポンプ ボディ、サーモスタット ハウジング、およびバルブ ボディは通常、耐圧性と冷却剤の化学的性質との適合性を考慮して選ばれたアルミニウム ダイキャスト製です。
ECU ハウジング、レーダー センサー ブラケット、およびコネクタ ボディは、ADAS およびコネクテッド カー エレクトロニクスの普及により、現代の車両で最も急速に成長しているダイカスト アプリケーションの 1 つです。

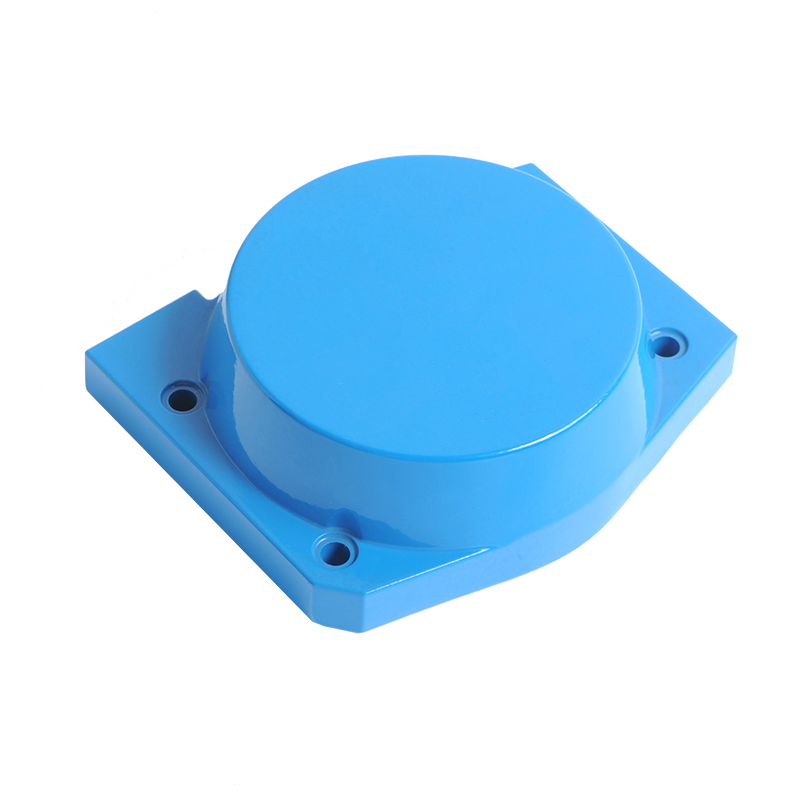
ほとんどのダイカスト自動車部品は、機能的または美的要件を満たすために 1 つ以上の仕上げ作業を必要とします。適切な仕上げプロセスを選択することは、鋳造パラメータ自体と同じくらい重要です。
サプライヤーの選択は、プログラムの存続期間にわたるコスト、品質、サプライ チェーンの回復力に影響を与える戦略的な決定です。 個数の価格だけで選ばないでください — 工具の品質、プロセス制御、アプリケーションエンジニアリング能力も同様に重要です。
サプライヤーの機械トン数範囲、金型設計能力 (社内 vs 外部委託)、およびプロセス制御システムを評価します。 EV 構造部品の場合は、真空ダイカストまたはスクイズ鋳造の能力があり、高延性合金の経験があることを確認してください。
自動車用ダイカストのサプライヤーは少なくとも、 IATF 16949 認証を取得し、APQP/PPAP プロセスを運用します。 Cpk データ (限界寸法の目標 ≥1.67) および欠陥率指標 (Tier 1 自動車の目標 ≤50 ppm) を要求します。
優れたサプライヤーは、設計段階の早い段階で鋳造性を考慮して部品の形状を最適化し、工具の複雑さとサイクル タイムを削減します。部品の統合や歩留まり向上の成果を示す実証済みの DFM ケーススタディを探してください。
社内で機械加工、仕上げ、サブアセンブリの機能を備えたサプライヤーは、層数と物流の複雑さを軽減します。グローバル プログラムの場合は、サプライヤーがマルチサイト機能を備えているか、または認定されたバックアップ ソースを備えているかを確認してください。
ダイカストは、いくつかの条件が揃う場合に最適な選択肢です。次のフレームワークを使用して適合性を評価します。
| 因子 | ダイカストが好ましい | 代替案を検討する |
|---|---|---|
| 年間生産量 | >5,000 部品/年 | <5,000 (砂型鋳造、3D プリント) |
| 材質 | アルミニウム、亜鉛、マグネシウム、銅 | スチール、チタン、インコネル |
| ジオメトリの複雑さ | 複雑、多機能、薄肉 | 単純な角柱形状(機械加工) |
| 構造的臨界性 | 中~高 (真空あり) | 最高の安全クラス(鍛造品) |
| 表面仕上げ要件 | Ra 1 ~ 3 µm の鋳造のままで許容可能 | 要鏡面仕上げ(機械加工) |
| 市場投入までの時間 | 工具のリードタイムは 8 ~ 16 週間許容可能 | 数週間必要 (3D プリント、機械加工) |
部品がアルミニウムまたは亜鉛で、年間 10,000 個以上生産され、内部チャネルまたは複雑な外部形状を備えている場合は、ほぼ確実にダイカストが最もコスト効率の高い選択肢となるでしょう。 鍛造微細構造または特殊合金を必要とする少量の安全性が重要な用途の場合は、代替品を検討してください。

亜鉛ダイカストは、次のような薄さの壁を実現できます。 0.4~0.6mm ;通常、自動車構造部品のアルミニウムの実際的な最小値は 1.0 ~ 1.5 mm です。壁が薄すぎると、コールドシャットや不完全な充填が発生する可能性があります。
適切にメンテナンスされた H13 工具鋼の金型は通常、 100,000~500,000ショット アルミニウム鋳物では最大 1,000,000 ショット、亜鉛では最大 1,000,000 ショット。ダイの寿命は、部品の形状、合金温度、冷却回路の設計に大きく依存します。
標準の高圧ダイカスト (HPDC) 部品には閉じ込められたガスが含まれており、通常は 溶接不可 。高延性合金 (Silafont-36 など) を使用した真空ダイカストまたはスクイズキャスト部品は MIG/TIG 溶接が可能であり、EV ボディの構造用途に使用されます。
ギガキャスティングとは、非常に大型のダイカストマシン (型締力 6,000 ~ 16,000 トン) を使用して一体構造のボディ鋳物を製造することを指します。 テスラはこの技術を先駆的に開発しました モデル Y のリアアンダーボディには、ボルボ、トヨタ、BYD、吉利、リビアンなどの競合他社も同様のプロセスを積極的に導入しています。
工業用 X 線 (2D および 3D CT スキャン) は、安全性が重要な鋳造品の内部気孔率の主な検査方法です。 ASTM E505 および ASTM E155 は、アルミニウムおよびマグネシウムのダイカストの許容可能な気孔率レベルに関する参考放射線写真標準を提供します。
一般的な自動車用アルミニウム ダイカストの場合、次のことが考えられます。 16~24週間 設計の凍結から最初の PPAP 承認部品まで: ダイの製造に 8 ~ 12 週間、試射とプロセスの最適化に 2 ~ 4 週間、PPAP の文書化と承認に 4 ~ 8 週間。
アルミニウムダイカストの鋳放しの表面粗さは通常 Ra です 1.6~3.2μm 平面ではRa 3.2 ~ 6.3 µm、複雑な形状の領域または通気口の近くではRa 3.2 ~ 6.3 µm。研磨されたダイ表面は、化粧面で Ra 0.8 μm を達成できます。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード