現代の工業生産においては、 モーター部品 ダイカスト 従来の鋳造プロセスから高精度・高効率の製造技術に進化しました。現在、世界の自動車部品ダイカスト市場は年平均成長率で拡大しています。 5.8% を超えると予測される市場規模 420億ドル ダイカスト技術は、モーター部品の密度と寸法精度を大幅に向上させるだけでなく、スクラップ率を以下に制御します。 1.5% 自動化された生産を通じて、モーター製造のサプライチェーンにおいてかけがえのない重要なリンクとなっています。
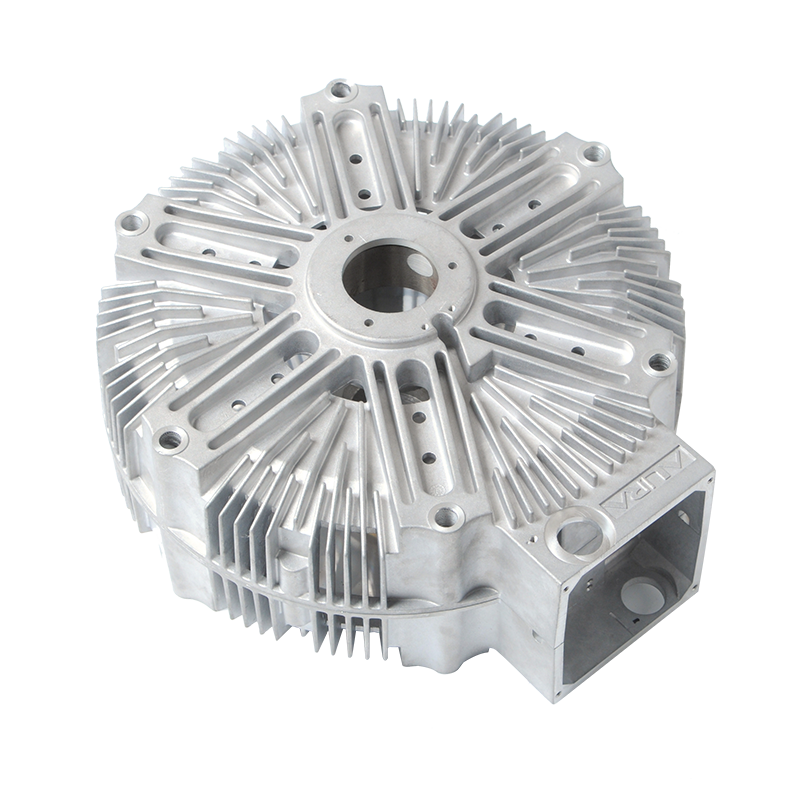
メーカーにとって、高度なダイカストプロセスを習得することは、製品の品質、生産コスト、納期サイクルにおいて 3 つの利点を獲得することを意味します。アルミニウム合金モーターハウジングを例にとると、高圧ダイカストを採用した後、肉厚を以下に減らすことができます。 2.5mm 、重量は以上減少します 30% により放熱効率が向上します。 20% —これらの性能指標は、新エネルギー車や産業オートメーション用途におけるモーターの競争力を直接決定します。
モーター部品の製造プロセスは、3 つの重要な段階を経ます。最初の段階は重力鋳造で、溶融金属の自重を利用して金型に充填します。構造が単純で精度要件が低い部品に適していますが、気孔率が高く表面粗さが劣ります。第 2 段階は低圧鋳造で、溶融金属が空気圧によって金型にスムーズに押し込まれ、気孔率が減少します。 3%-5% しかし、依然として精密モーター部品の要件には達していません。
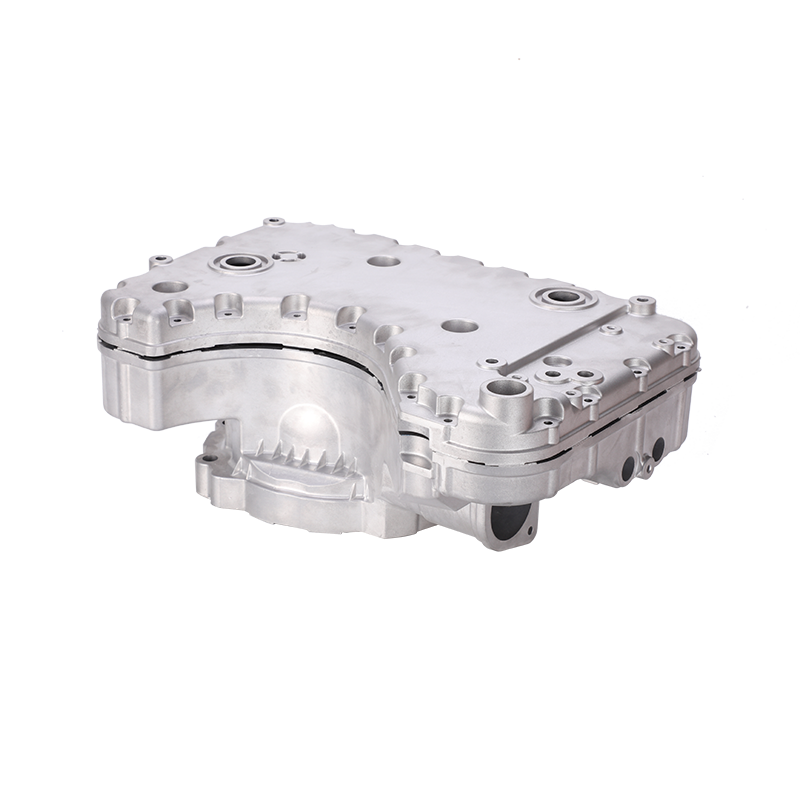
現在主流の高圧ダイカスト技術である第3段階では、 30~150MPa 。溶融金属は高圧下で金型キャビティに急速に充填され、冷却時間が短縮されます。 3~8秒 に達する生産サイクル 1ショットあたり30〜60秒 。モーターのエンドカバーを例にとると、高圧ダイカスト製品は寸法公差を範囲内に制御できます。 ±0.05mm 、表面粗さ Ra 値が以下の場合 1.6μm 、モーターアセンブリの精密嵌合要件を完全に満たしています。
業界は現在、インテリジェントなダイカストセルへの移行を加速しています。完全なインテリジェント ダイカスト システムには、リアルタイムの温度監視、圧力曲線分析、ロボットによる自動部品抽出が統合されています。データによると、インテリジェントな温度制御システムの導入後、アルミニウム液体の温度変動は±15°Cから±15°Cまで減少しました。 ±3℃ 。その結果、寸法安定性が向上し、その後の加工代が減少します。 40% により、部品ごとの加工コストが削減されます。 12%-18% .
モーター部品のダイカストの品質管理は、複数のプロセスパラメータの正確な制御に依存します。次の表は、さまざまなパラメーター設定が一般的な欠陥にどのような影響を与えるかを比較しています。
| プロセスパラメータ | 推奨範囲 | 関連する主な欠陥 | 影響レベル |
|---|---|---|---|
| アルミニウム液温度 | 660~720℃ | コールドシャット、はんだ付け | 高 |
| 金型温度 | 180~260℃ | 気孔、高温亀裂 | 高 |
| 射出速度 | 2~6m/秒 | 空気の巻き込み、酸化物混入 | 中~高 |
| 強化圧力 | 30~80MPa | 収縮気孔、密度不足 | 高 |
| 滞留時間 | 3~10秒 | 収縮気孔率、寸法偏差 | 中 |
表に示すように、 アルミ液温、金型温度、増圧圧力 は、モーター部品のダイカスト品質に影響を与える 3 つの中心的なパラメーターです。モーターハウジングのダイカストを例にとると、金型温度が以下の場合 180℃ 、冷間遮断不良率が上記を超えて上昇 8% ;増圧圧力が不足する場合 30MPa 、内部収縮気孔率が超過する可能性があります 5% 、モーターのシール性能と放熱効率に重大な影響を与えます。
自動車部品のダイカスト分野ではアルミニウム合金が圧倒的なシェアを誇る 85% ADC12 と A380 の 2 つのグレードが最も一般的に使用されています。 ADC12 のシリコン含有量は、 9.6%-12.0% 、薄肉で複雑なモーターエンドカバーやジャンクションボックスの製造に適した優れた流動性を提供します。 A380 の銅含有量は次のとおりです。 3.0%~4.0% に達する引張強度 320MPa 高い機械的負荷がかかるモーターブラケットやベースにより適しています。
しかし、従来のアルミニウム合金は熱伝導率のボトルネックに直面しています。純アルミニウムの熱伝導率は 237W/(m・K) 、一方、ADC12 は約 96W/(m・K) シリコン含有量が多いため。新エネルギー車の駆動モーターの高い放熱需要に対処するために、業界は熱伝導率を高め、熱伝導率を高めることができる低シリコン、高熱伝導率のアルミニウム合金の開発を推進しています。 150~170W/(m・K) 十分な鋳造流動性を維持しながら。
マグネシウム合金の密度は 64% アルミニウム合金のそれよりも優れており (1.81 g/cm3 対 2.71 g/cm3)、モーターの軽量化において多大な可能性を示しています。モーターハウジングはAZ91Dマグネシウム合金からダイカスト製です。 25%-30% アルミニウム版よりも軽量でありながら、比強度(強度対密度比)が大幅に向上します。 15% 。現在、マグネシウム合金ダイカストモーター部品は一部のハイエンド電動工具やドローンモーターでバッチアプリケーションを実現しており、年間成長率は 12% .
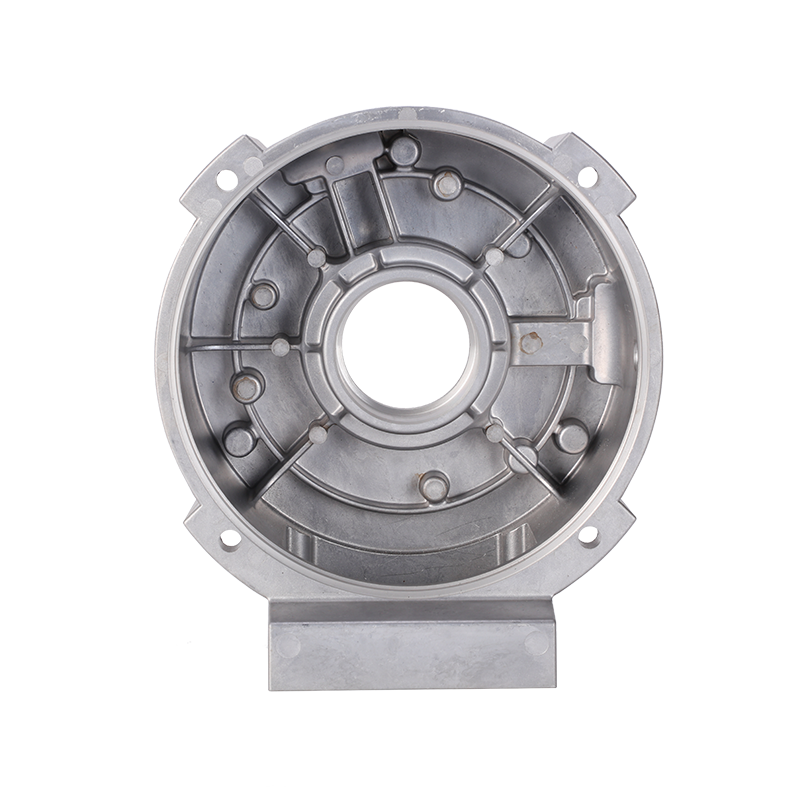
ダイカスト金型はモーター部品の品質を決定する最初の関門であり、その設計精度と耐用年数は生産コストと製品の一貫性に直接影響します。モーターハウジングのダイカスト金型の場合、キャビティの表面粗さを以下に制御する必要があります。 Ra0.4μm 、はめあいクリアランス精度に達する 0.02mm レベル。
金型鋼の選択も同様に重要です。 H13熱間工具鋼は、耐熱疲労性に優れ、モーター部品のダイカスト金型の主流素材となっており、一般的に硬度は100℃程度に管理されています。 HRC 44-48 。通常の使用およびメンテナンス条件下では、H13 金型は完成します。 80,000~120,000 ダイカストサイクル。高度な表面窒化処理技術により、金型の寿命を100%以上延長できます。 150,000サイクル により、ショットあたりの金型の償却コストが削減されます。 35% .
ゲート設計は金型エンジニアリングの中核技術です。不均一な肉厚のモーターエンドカバーに採用 ファンゲート と組み合わせた 局所的な強化 このプロセスにより、溶融金属が内部のキャビティを完全に充填できるようになります。 0.3秒 、渦空気の閉じ込めを効果的に回避します。実際の生産データは、最適化されたゲート設計により、気孔欠陥率を低減できることを示しています。 4.2% 以下へ 1.1% .

モーター部品の内部欠陥検出は、主に X 線検査と工業用 CT 技術に依存しています。新エネルギー車の駆動モーター ハウジングの業界標準の品質基準は、次のとおりです。個々の細孔直径は次のとおりです。 1.0mm 、および未満を占める総細孔面積 2% 断面積の。高解像度産業用CT(解像度 5μm ) を有効にします 100% ダイカスト生産サイクルと同期した検査サイクルを使用したインライン検査により、欠陥漏れゼロを保証します。
ダイカストモーター部品は通常、最終的なアセンブリ寸法を達成するために精密な機械加工を必要とします。モーターベアリングハウジングを例にとると、ダイカストブランクは 0.8~1.2mm 加工代を考慮し、CNC加工後真円度公差以内に管理 0.01mm 、表面粗さRa以下 0.8μm 、ベアリングのしまりばめの精度要件を満たします。
モーターハウジングの表面処理には、通常、陽極酸化処理または電気泳動塗装プロセスが採用されます。陽極酸化膜厚は 8~15μm 、表面硬度を上記以上に増加させます HV300 、優れた絶縁性と耐腐食性を備えています。屋外使用のモーター部品の場合、塩水噴霧試験要件は超過します 500時間 赤錆が発生しないため、ダイカストの密度と表面処理プロセスに二重の課題が生じます。
モーター部品のダイカスト業界は 3 つの重要なトレンドに直面しています。
メーカーにとって、これらの傾向に対処するには、機器のアップグレード、材料の研究開発、デジタル化への同時投資が必要です。上記大型ダイカストマシンを保有している企業 800T 、リサイクルアルミニウム精製技術を習得し、完全なプロセスデータベースを確立することにより、次期中に大きな市場競争上の優位性が得られるでしょう。 3~5 年 .
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード