新エネルギー自動車部品ダイカスト 技術は従来の高圧ダイカストから、 超大型ダイカスト一体型 。 2025 年の時点で、世界の自動車ダイカスト市場は約 550億~865億米ドル を超えると予測されています 900億~1,440億米ドル 2034 年までに、年間複利成長率は 2034 年までに維持されます。 5.5%と7.5% 。アルミニウム合金が約 70% 高圧ダイカストプロセスが約 60% プロセスシェアの。新エネルギー車分野では、バッテリーハウジング、モーターハウジング、コントロールボックスエンクロージャー、車体構造部品がダイカスト技術の 4 つの中核的な応用シナリオとなっています。特に、一体化されたダイキャストリアフロアは、 72 個の個別の部品を 1 つのコンポーネントに統合 、構造的な剛性を高めながら、車体重量を大幅に軽減します。
新エネルギー自動車のダイカスト技術への依存は、自動車特有のエンジニアリング要件に起因しています。従来の内燃エンジン車と比較して、電気自動車はバッテリーパックの重量が大きいため、より厳しい軽量化の要求に直面しています。毎 10% 車体重量の軽減により、電気自動車の航続可能距離が向上します。 6%~8% 。ダイカスト技術は、構造強度を維持しながら複雑な幾何学的形状をワンショットで成形することを可能にし、これはスタンピングや溶接プロセスではなかなか実現できない利点です。
バッテリー システムは、新エネルギー車の単一コンポーネントの中で最も重いものであり、通常、 20%~30% 車両の総重量のこと。航続距離に対するバッテリー重量の悪影響を相殺するために、メーカーは車体構造、シャーシ、エンクロージャコンポーネントの重量を最大限に削減する必要があります。アルミダイカストは密度だけがある 3分の1 スチール製で、優れた熱伝導性と電磁シールド特性を備えているため、バッテリーハウジングやモーターエンクロージャに最適な材料となっています。一体化されたダイキャストリアフロアにより、リアセクションの構造重量を大幅に軽減できます。 10% 同時に部品数を数十から 1 つに減らし、サプライ チェーンと組み立てプロセスを大幅に簡素化します。
新エネルギー車のバッテリー システムは、熱管理に非常に敏感です。ダイカストアルミニウム合金の熱伝導率は約 96~200W/(m・K) 通常の鋼材に比べて大幅に高い強度を実現し、電池パックからの放熱を効果的に行い、熱暴走を防ぎます。さらに、ダイカストの高い寸法精度と密度により、電池を確実に密閉保護し、IP67以上の防水・防塵性能を実現します。衝突安全性の点では、一体化されたダイカスト構造コンポーネントが溶接点を排除することで応力集中領域を減らし、それによって全体的な構造耐衝撃性が向上します。

新エネルギー車では、ダイカスト技術の応用は現在、「3 つの電気」システム (バッテリー、モーター、コントローラー) から車体構造に至るまでの重要な領域をカバーしています。業界分析によると、ボディとシャーシの用途は約 40% 一方、新エネルギー専用部品は従来のパワートレイン部品よりもはるかに急速に成長しています。
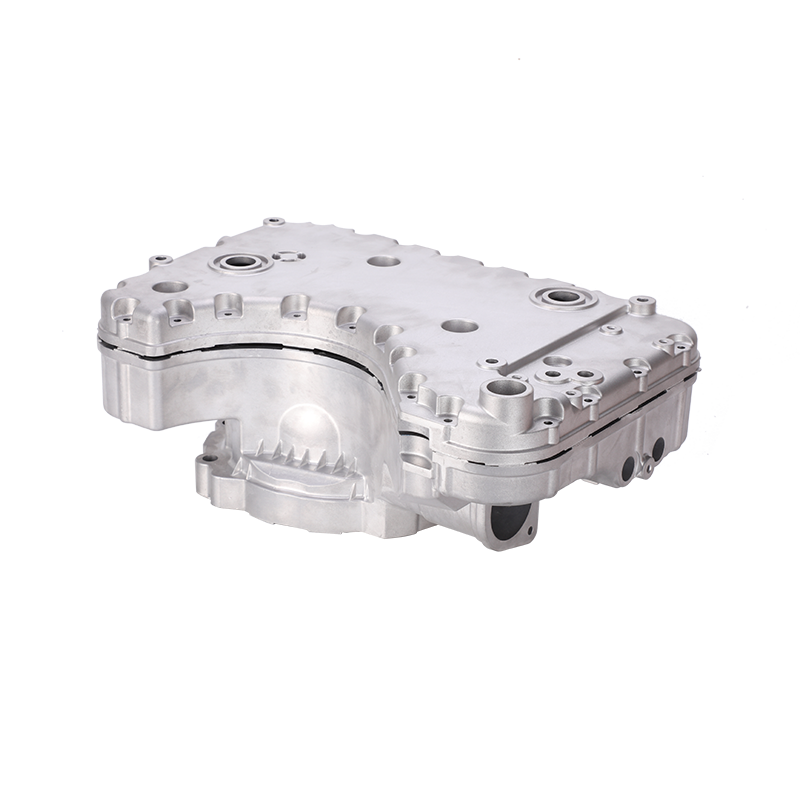
バッテリー パックのハウジングは、新エネルギー車におけるダイカスト技術の最も象徴的な用途の 1 つです。現在の主流のソリューションでは、高圧または低圧ダイカストプロセスを使用して、次の寸法を超えるアルミニウムバッテリー下部ハウジングを製造しています。 2180×1500×110mm 。このような大型のダイカストは次の特性を備えている必要があります。
いくつかの先進的なメーカーは、統合されたダイカストバッテリートレイ技術の研究を開始しており、もともと押出プロファイルから溶接されていた複雑なフレーム構造をモノリシック鋳物に置き換え、溶接数をさらに減らし、構造の完全性を強化しています。
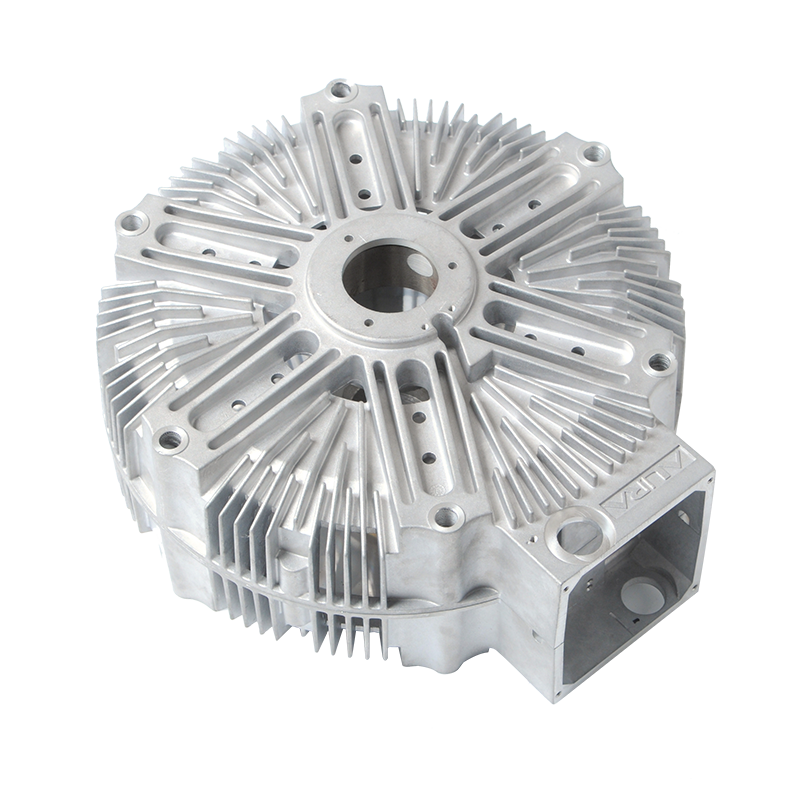
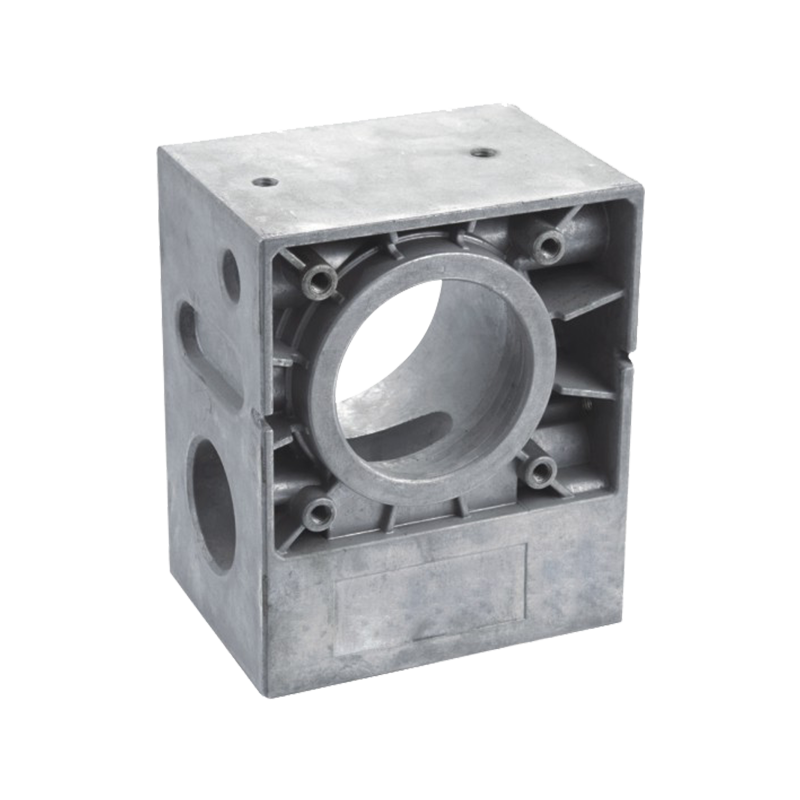
駆動モーターのハウジングと電子制御エンクロージャーは、新エネルギー車のパワートレインにおけるダイカスト技術のもう 1 つの中心的な応用例です。モーターハウジングは通常、アルミニウム高圧ダイカストで製造され、重量は次のとおりです。 8kgと15kg 、同時に冷却水ジャケットとベアリングシートのための複雑な内部空洞構造を組み込む必要があります。ダイカストプロセスにより、冷却水ジャケット、取り付けフランジ、ジャンクションボックスシートを含む多機能ハウジングのワンショット成形が可能になります。機械加工と溶接を組み合わせた工程に比べ、生産効率が向上します。 3~5回 、材料使用率が超過に増加 85% .
統合されたダイカスト技術がボディ製造方法を再構築しています。すでに量産で検証されているアプリケーションには次のものがあります。
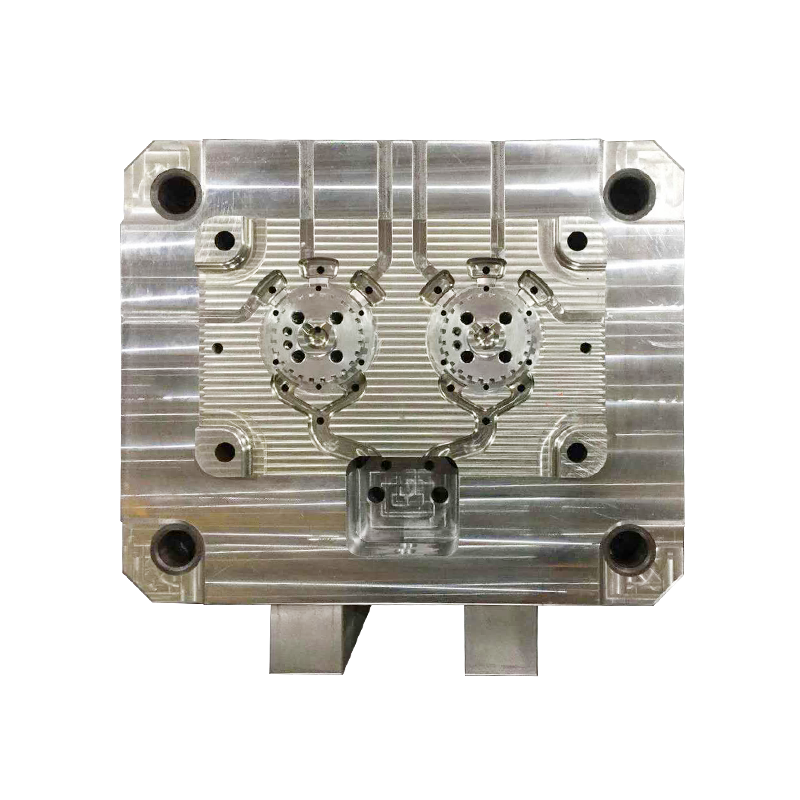
統合ダイカスト (ギガキャスティング) は、近年の自動車製造における最も破壊的なプロセス革新を表しています。この技術は、超大型ダイカストマシンを使用し、型締力を超えます。 6,000トン そして到達さえ 9,000トン 、当初は数百の部品と数十の溶接作業を必要としたボディモジュールを、ワンショット射出成形のモノリシック構造に変換しました。
一体型ダイカストの核心は、精密加工された鋼製金型に溶融したアルミニウム合金を高速・高圧で注入し、極めて短時間で充填・固化を完了させることにあります。超大型ダイカストマシンの主要なパラメータは次のとおりです。
| パラメータのカテゴリ | 従来の高圧ダイカスト | 一体型超大型ダイカスト |
|---|---|---|
| クランプ力 | 500~2,500トン | 6,000~16,000トン |
| シングルショットボリューム | 5~20kg | 80~150kg |
| 部品集約数 | 1 ~ 5 部 | 30 ~ 72 パーツ |
| 溶接点の削減 | 10~50点 | 500~1,600ポイント |
| 生産サイクルタイム | 60 ~ 120 秒/パート | 80 ~ 180 秒/パート |
統合ダイカストは部品の成形方法を変えるだけでなく、車両製造のサプライチェーンロジックを再構築します。従来のリアフロアの製造には以下が含まれます。 数十の 多数のサプライヤー、何百ものプレス部品、そして長い溶接組立ライン。統合されたダイカストにより、部品数が大幅に減少し、サプライヤー階層が簡素化され、製造工数が約 30%~40% 。同時に、溶接および接着剤塗布プロセスの削減により、生産床面積を大幅に削減できます。 25% により、よりコンパクトで効率的な工場レイアウトが可能になります。
ダイカスト材料の性能は、新エネルギー車部品の安全性と耐久性を直接決定します。業界は現在、従来の Al-Si 合金システムから、より高い強度と優れた延性を備えた新しい合金システムに向けて進化しています。
従来のダイカストでは、必要な機械的特性を達成するために長時間の熱処理 (T6 または T7 プロセス) が必要ですが、これにより大型の薄肉部品に重大な歪みが発生します。熱処理不要のアルミニウム合金は、優れた鋳放し性能の組み合わせを実現します。 270~320MPa 引張強度と 8%~12% シリコン、マグネシウム、マンガン、チタンの比率を最適化することで伸びを向上させます。このような材料は、以下を超える一体型ダイカストにとって特に重要です。 1.5メートル 寸法を正確に調整し、後続の矯正作業による寸法のずれや亀裂のリスクを回避します。
世界的なカーボンニュートラルの状況下で、ダイカスト業界で使用されるリサイクルアルミニウムの割合が急速に増加しています。リサイクルアルミニウム製造のエネルギー消費量はわずか約 5% 一次アルミニウムと比べて二酸化炭素排出量が大幅に削減されます。 95% 。現在、複数の自動車メーカーがサプライヤーに対し、 50% バッテリーハウジングなどの重要なコンポーネントにリサイクルされたアルミニウム原材料を使用。ダイカストプロセス自体は非常に高い材料リサイクル価値を備えており、スプルー、ランナー、廃棄部品を直接再溶解することができ、総合的な材料利用率は 90% 、新エネルギー車のライフサイクル全体の低炭素化目標と高度に一致しています。
アルミニウム合金よりも軽い素材として(密度のみ) 3分の2 アルミニウムの合金など)、マグネシウム合金は特定の部品に応用できる可能性を示しています。モーターハウジング用途では、マグネシウム合金部品は約 33% アルミ製に比べて軽量化が図れます。現在検証中のマグネシウム合金ダイカスト部品には、電動ドライブハウジング、シートスケルトン、ドアインナーパネルなどがあります。耐食塗装技術や真空ダイカストプロセスの進歩により、新エネルギー車におけるマグネシウム合金の適用割合は現在より徐々に増加すると予想されます。 1%~2% .
統合ダイカスト技術には大きな利点があるにもかかわらず、その工業化プロセスは依然として設備投資、プロセス管理、修理コストなどの複数の課題に直面しています。
通常、1 台の超大型統合ダイカスト マシンには、 何百万ドルも 範囲。金型と周辺自動化設備を組み合わせると、単一の生産ラインの初期投資は 2~3回 従来のスタンピングおよび溶接ラインのそれです。さらに、大型金型の製造サイクルは、 6~10ヶ月 また、金型の寿命は高温、高圧のサイクルによって影響を受け、通常は使用後に大規模なオーバーホールまたは交換が必要になります。 80,000~100,000 ショット。固定費を償却するために、メーカーは生産ラインの年間生産能力が規模を超えることを保証する必要があります 100,000台 .
大型の薄肉ダイカストは、成形時の空気の巻き込みや収縮によって生じる内部気孔の影響を非常に受けやすく、構造コンポーネントの疲労性能や安全性に影響を与えます。現在の業界ソリューションには次のものがあります。
衝突により一度損傷すると、一体化されたダイカスト構造コンポーネントは通常、従来の板金部品のように局所的に修理または交換することができず、代わりに大規模なアセンブリ全体を交換する必要があります。これにより、販売後の修理システムと保険の価格設定に新たな課題が生じています。業界は 2 つの解決策を模索しています。1 つは、衝突エネルギー吸収ゾーンを備えた構造設計を最適化し、事故時にダイカストが制御された変形のみを受けるようにすることです。 2 つ目は、アセンブリ全体を交換するのではなく、特定の場所での修理を可能にする局所的な切断および再接合技術を開発することです。
地域分布の観点から見ると、完全な自動車産業チェーンと急速に拡大する新エネルギー車市場を活用するアジア太平洋地域は、約 45%~46% 世界の自動車ダイカスト市場の中心は中国であり、単一国市場としては最も急速に成長しています。北米と欧州の市場は電化変革と現地製造回帰政策の恩恵を受けており、それぞれ約 25% そして 20% 市場シェア。
今後 5 年間で、統合ダイカスト技術の適用は、現在の後部フロアと前部コンパートメントから追加の領域に拡張されます。
業界の予測によれば、2030年までに世界の自動車ダイカスト部品市場における電気自動車専用部品(従来のパワートレインシステムを除く)だけの生産額は、 50億~90億米ドル 、業界の成長を牽引する中核エンジンとなっています。 8,000トンを超えるダイカストマシンの普及と熱処理不要の材料の成熟により、新エネルギー車の製造アプローチは、より軽く、より強く、よりシンプルな方向に向かって進化し続けます。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード