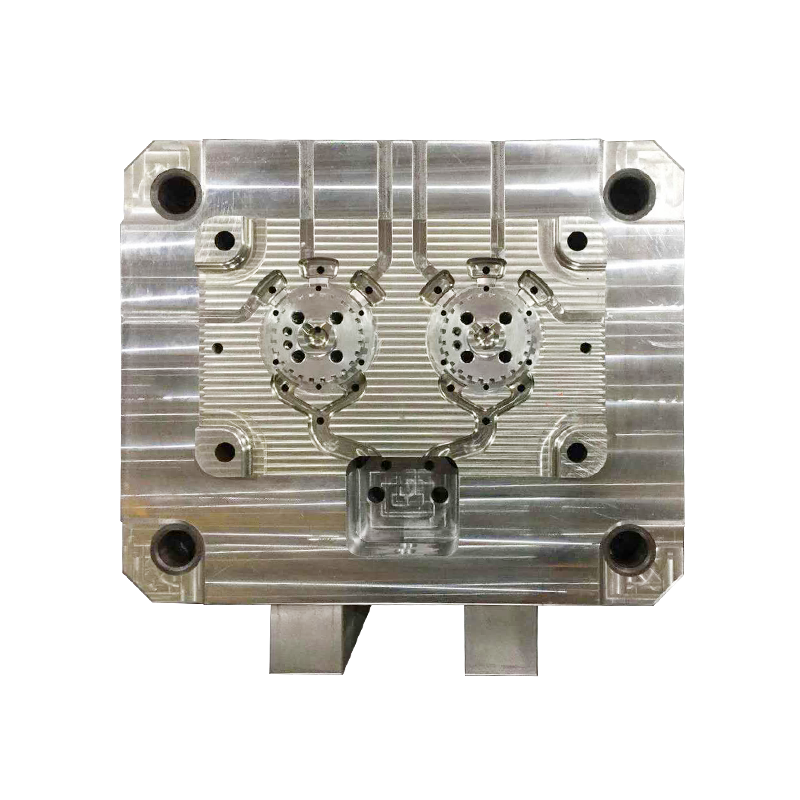
ギアボックスハウジングダイカスト は、溶融したアルミニウム合金を精密鋼の金型 (ダイ) に射出して、複雑で軽量、寸法的に正確なトランスミッション エンクロージャを製造する高圧製造プロセスです。 このプロセスにより、機械加工や他の鋳造方法では実現が困難または法外なコストがかかる、冷却フィン、取り付けボス、内部リブ構造などの複雑な形状の製造が可能になります。
このプロセスでは通常、型締力が 500 ~ 4,000 トンのコールドチャンバー高圧ダイカスト (HPDC) マシンが使用され、CNC 加工後に±0.01 mm という厳しい寸法公差を維持しながら、壁厚が 0.8 ~ 1.5 mm の薄さのギアボックス ハウジングを製造できます。サイクルタイムは部品のサイズに応じて 30 秒から 3 分まで変化し、年間生産量が 50,000 台を超える自動車の大量生産に最適です。
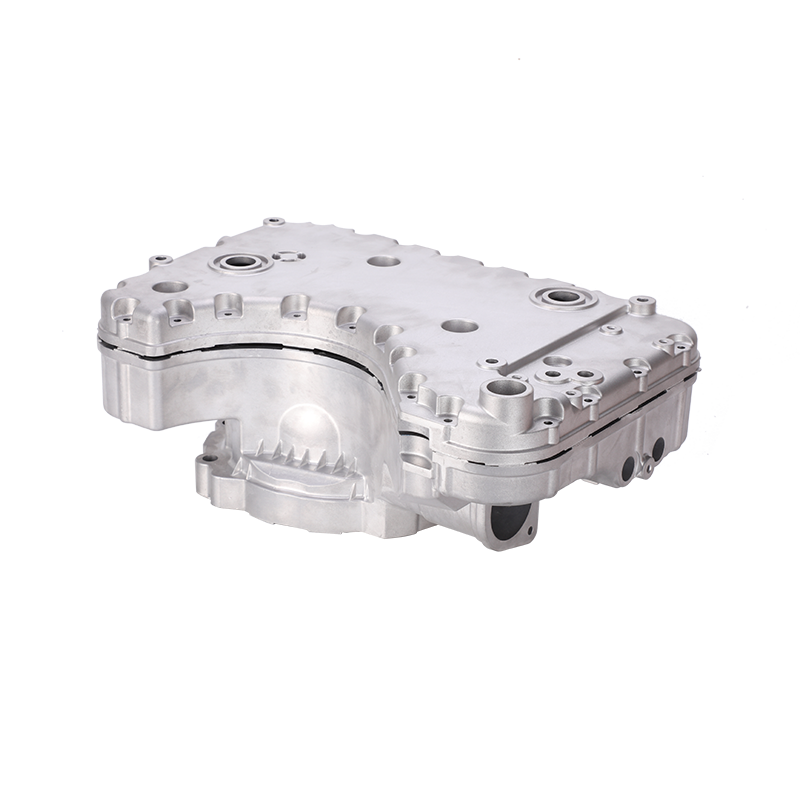
結果として得られるコンポーネントは、優れた強度重量比を実現し、一般的なアルミニウムダイカスト製ギアボックス ハウジングの重量は、同等の鉄鋳造品よりも 30 ~ 40% 軽量でありながら、200 ~ 500 Nm トルクの動作負荷下でもギア アライメントを維持するのに十分な剛性を備えています。
アルミニウム合金はギアボックス ハウジングの用途で主流を占めており、A380、ADC12、および A360 が 3 つの主要な材料の選択肢となり、それぞれが特定の動作要件に適した明確な性能特性を提供します。
| 合金 | ケイ素含有量 | 引張強さ | 主な特徴 | 主な用途 |
|---|---|---|---|---|
| A380 | 7.5~9.5% | 324MPa | 最高の万能合金。優れた鋳造性と機械加工性。優れた強度対コスト比 | 一般自動車ハウジング、トランスミッションケース、構造ブラケット |
| ADC12 | 9.6~12.0% | 310MPa | 優れた流動性。薄肉セクション (0.6 ~ 1.2 mm) に最適。高い寸法安定性 | 複雑な電子ハウジング、薄肉の伝送コンポーネント、高精細部品 |
| A360 | 9.0~10.0% | 317MPa | 優れた耐食性。耐圧性が向上しました。より優れた高温強度 | 船舶用途、パワートレインコンポーネント、圧力の完全性を必要とする密閉ハウジング |
| A383 | 9.5~11.5% | 310MPa | 非常に薄肉の部品向けに流動性を向上させた改良型 A380 | 複雑な薄肉ギアボックス ハウジング |
| A413 | 11.0~13.0% | 295MPa | 優れた耐圧性と熱伝導性 | 流体輸送コンポーネント、熱交換器ハウジング |
ギアボックス ハウジングのダイカストの品質保証は、表面欠陥と内部欠陥の両方を検出するために、外観検査、寸法検査、および非破壊検査 (NDT) 方法を組み合わせた多層検査アプローチに依存しています。 ギアボックスのハウジングは、周期的な荷重がかかった状態でも圧力の完全性と構造的信頼性を維持する必要があるため、検査プロトコルでは通常、重要な安全機能について 99.5% を超える欠陥検出率を達成します。
アルミニウム ギアボックス ハウジング ダイカストの気孔は、主にガス気孔 (水素の捕捉によって生じる球状の空隙 5 ~ 50 μm) および収縮気孔 (凝固収縮によって生じる不規則な空隙 10 ~ 200 μm) として現れます。効果的な防止には、溶湯の準備、プロセス制御、高度な鋳造技術を組み合わせたシステムレベルのアプローチが必要です。
ギアボックス ハウジングの製造ではアルミニウム合金が主流ですが、マグネシウムおよび亜鉛合金は、軽量化、減衰能力、またはコストの考慮が優先される特定の用途には魅力的な代替品となります。
マグネシウムダイカストが提供する アルミニウムよりも密度が 33% 低い (1.8 g/cm3 対 2.7 g/cm3)、キログラムごとに航続距離が影響を受ける EV ギアボックスにとって魅力的です。 AZ91D は優れた鋳造性と耐食性を提供し、AM60B は衝突の危険が伴う用途に優れた延性と耐衝撃性を提供します。
亜鉛合金は優れた流動性を備え、最小の抜き勾配で肉厚を 0.4 mm まで薄くし、複雑なネットシェイプの形状を実現できます。 Zamak 3 は、280 MPa の引張強度と優れた延性 (10% 伸び) を提供します。 アルミダイカストと比べて。
| 材質 | 密度 (g/cm3) | 引張強さ (MPa) | 最高温度 (°C) | 相対コスト |
|---|---|---|---|---|
| アルミニウムA380 | 2.7 | 324 | 200 | 1.0× (ベースライン) |
| マグネシウムAZ91D | 1.8 | 230 | 120 | 2.5倍 |
| 亜鉛ザマック5 | 6.6 | 331 | 120 | 0.8× |
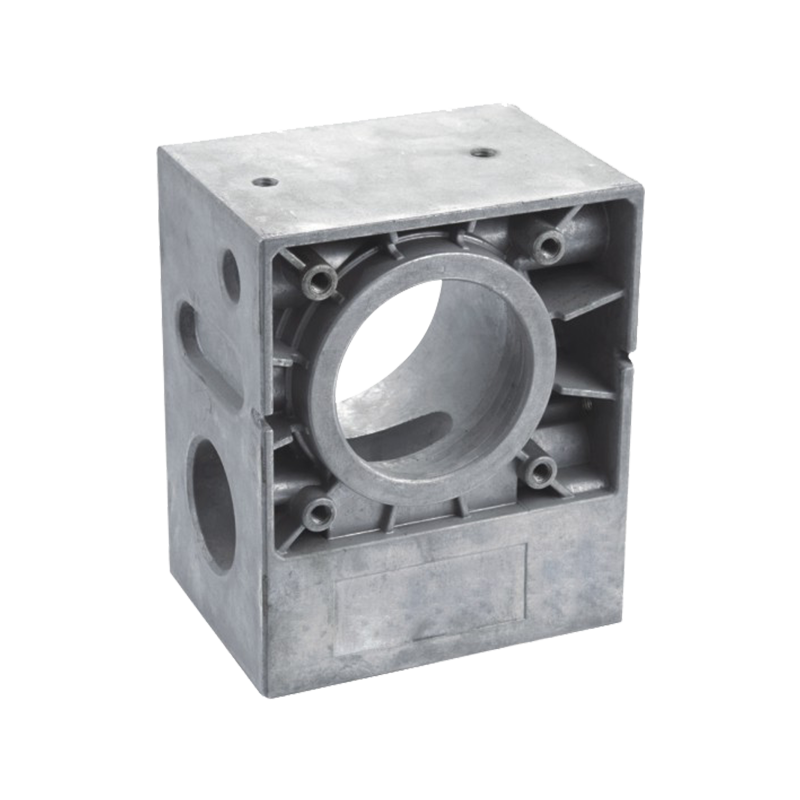
標準アルミダイカストの肉厚は一般部分で0.8~1.5mm、構造取付ボスで2.0~4.0mmを実現しています。 ADC12 合金と最適化されたゲートにより、非構造フィーチャーでは 0.6 mm の薄さのセクションが可能です。
従来の高圧ダイカストは内部に気孔があるためT6熱処理ができず、ブリスターが発生します。ただし、 気孔率レベル <0.3% の真空ダイカストは T6 処理を正常に受けることができます 、最大 380 MPa の引張強度を達成します。
ダイカストのコスト競争力が高まる 年間販売量が5,000~10,000個を超える 50,000 ユニットで最大の経済効率を実現します。このしきい値を下回ると、ユニットあたりのコストは高くなりますが、砂型鋳造または CNC 機械加工の方が経済的になる可能性があります。
真空システムを使用すると、工具コストが 15 ~ 25%、サイクル時間が 10 ~ 15% 増加しますが、熱処理と溶接が可能になり、スクラップ率が 8 ~ 12% から 2 ~ 4% に減少します。自動車構造部品の場合、品質の向上を考慮した場合、総コストへの影響は通常、中立またはプラスになります。
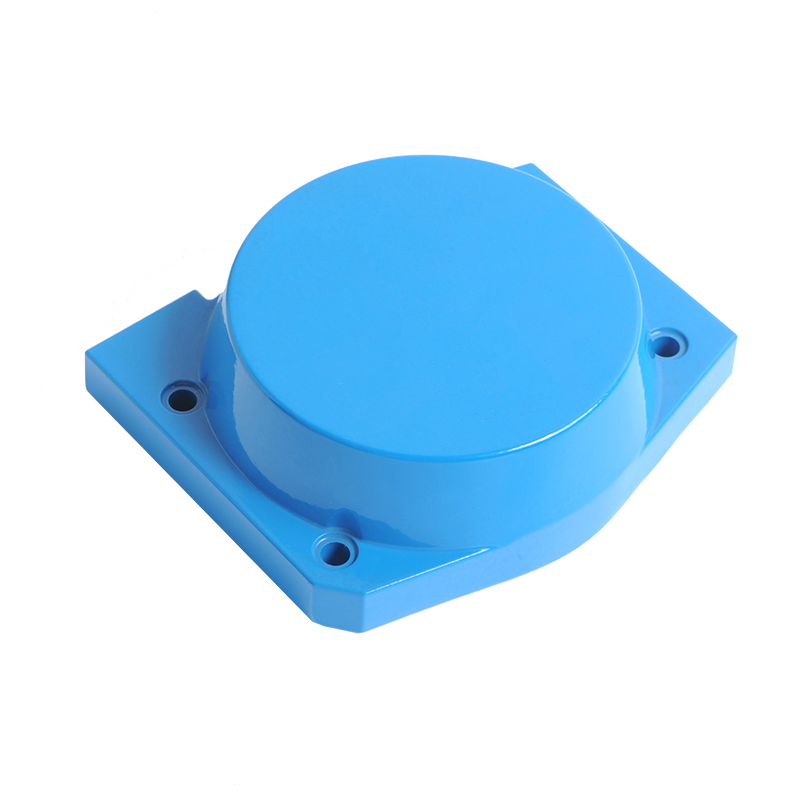
標準の鋳放し表面は Ra 3.2 ~ 6.3 μm を達成します。二次仕上げオプションには、ショット ブラスト (Ra 1.6 ~ 3.2 μm)、陽極酸化処理 (タイプ II 装飾またはタイプ III ハードコート)、粉体塗装、電子塗装、および腐食保護のためのクロメート化成塗装が含まれます。
圧力減衰テストでは、密閉されたキャビティに 0.3 ~ 0.6 MPa の空気圧を適用し、30 秒間で 5% 未満の圧力降下を監視します。ヘリウムリークテスト (感度 10⁻⁶ mbar・l/s) は、EV バッテリーエンクロージャや気密トランスミッションハウジングなどの極端な要件に使用されます。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード