1. 高い材料利用率と軽量化
ダイカスト 溶融アルミニウム合金を金型キャビティに高速で注入し、ほぼ 100% の充填を達成し、ブランクの無駄を最小限に抑え、高い材料利用率を実現します。
従来の鋳造またはスタンピングと比較して、ダイカストは均一な肉厚を提供し、強度を維持しながらコンポーネントの重量を大幅に削減し、現代のギアボックスの軽量化要件を満たします。
2. 複雑な構造を一度の成形工程で実現
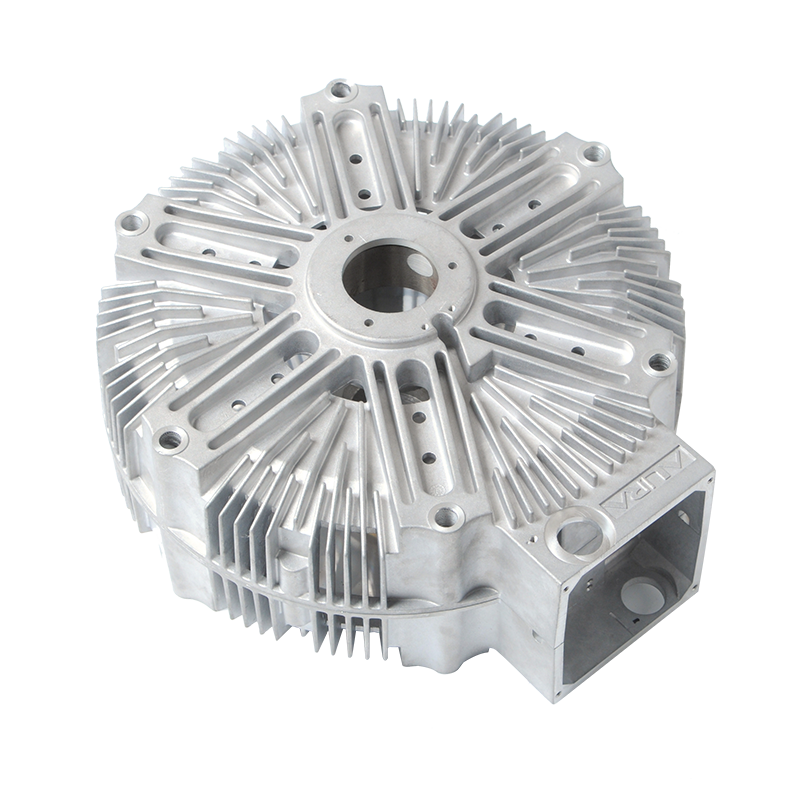
CAD/CAE を使用した精密な金型設計により、ダイカストでは複数の穴、リブ、ネジ、位置決め穴などの複雑な形状を 1 つのプロセスで製造できるため、その後の二次加工が不要になります。
これは、ギアボックスのダイカストにおける内部オイル通路、放熱リブ、アセンブリ位置決め構造にとって特に重要であり、製品の統合性を高めます。
3. 高い生産効率とコストメリット
自動ダイカストマシンはサイクル時間が短く (通常、部品あたり 30 ~ 60 秒)、大量の連続生産を可能にします。生産量が増加すると、部品あたりのコストが大幅に減少します。最小限の手動介入と長い金型寿命 (最大数万サイクル) により、ギアボックス ハウジング ダイカストは世界市場で高い競争力を持っています。
4. 優れた機械的特性
アルミ合金ダイカストは強度、剛性、耐熱性に優れ、トランスミッションの高速高負荷運転に対応します。
その後の熱処理と表面処理により、硬度と耐食性がさらに向上し、長期にわたる信頼性の高い動作が保証されます。
強度や耐食性を向上させるための熱処理や表面処理はどのように行われますか?
1. 溶体化処理人工時効(T6システム)
ダイカストは合金の溶体温度 (約 530°C) まで加熱され、指定された期間保持された後、急速に冷却されて内部の鋳造応力が除去され、組織が均質化されます。
その後の 150 ~ 200 °C での人工時効により、析出相が均一に分布し、降伏強度と引張強度が大幅に向上します。 2. 浸炭または窒化による表面硬化
低温浸炭または窒化雰囲気中でダイカスト部品の表面に炭素または窒素を浸透させ、硬い浸炭層を形成します。
浸炭層の厚さは制御可能 (通常 0.1 ~ 0.3 mm) で、表面硬度と耐摩耗性が大幅に向上します。摩擦の大きいギアボックスハウジングに適しています。
3. アルマイト処理(硬質アルマイト)
電解によりアルミニウム合金の表面に緻密な酸化アルミニウム皮膜(厚さ10~25μm)が形成されます。この皮膜は硬く、耐摩耗性があり、電気絶縁性に優れています。
陽極酸化処理によりさまざまな装飾色も提供され、製品の外観が向上すると同時に耐食性も向上します。
4. 防食塗装(リン酸塩処理、塗装、粉体塗装)
リン酸塩処理により、金属表面に均一なリン酸塩皮膜が形成され、後続のコーティングの密着性が向上し、初期の防錆効果が得られます。
塗装または粉体塗装は、表面に緻密な有機保護層を形成し、湿気や腐食性媒体を遮断し、ダイカスト製ギアボックス ハウジングの耐用年数を延ばします。
準備ができていますか 協力します ジーダと?
*あなたのメールは私たちと一緒に安全です、私たちはスパムしません。
製品
連絡先情報
nbjd011@126.com
+86-574-86115705
Ningbo、Beilun地区、Daqi Technology Industrial Ziont、Ningboの58型ロード